





產品別名 |
石墨電極,聚興碳素石墨電極 |
面向地區 |
全國 |
石墨電極較容易加工,且加工速度明顯快于銅電極。比如采用銑削工藝加工石墨,其加工速度較其它金屬加工快2~3倍且不需要額外的人工處理,而銅電極則需要人手挫磨。同樣,如果采用高速石墨加工中心制造電極,速度會更快,效率也更高,還不會產生粉塵問題。在這些加工過程中,選擇硬度合適的工具和石墨可減少刀具的磨損耗和銅公的破損。如果具體比較石墨電極與銅電極石墨電極的銑削時間,石墨較銅電極快67%,在一般情況下的放電加工中,采用石墨電極的加工要比采用銅電極快58%。這樣一來,加工時間大幅減少,同時也減少了制造成本。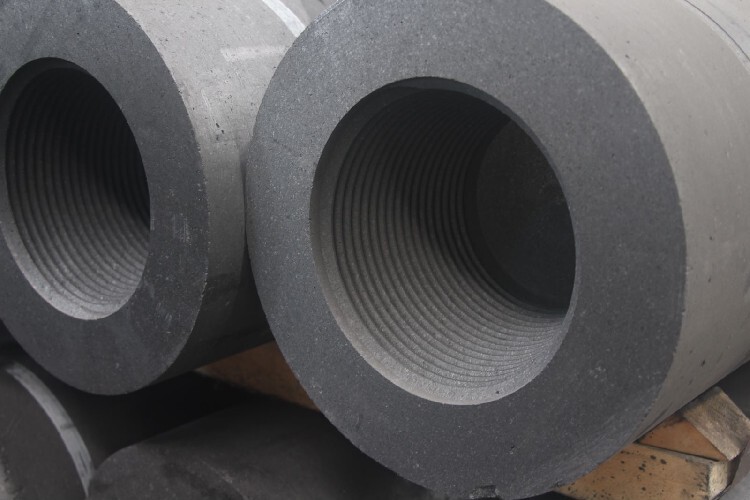
模具廠由銅電極轉用石墨電極后,應該清楚的是該如何使用石墨材料以及考慮其他相關因素。如今部分群基火花機客戶采用石墨以電極放電加工,這免除了模具型腔拋光和化學物品拋光的工序卻仍然能達到預期的表面光潔度。
石墨具有以下銅無法比擬的特性:
加工速度:高速銑粗加工較銅快3倍;高速銑精加工較銅快5倍
可加工性好,能實現復雜的幾何造型
重量輕,密度不足銅的1/4,電極容易夾持
可減少單個電極的數量,因為可捆綁做成組合電極
熱穩定性好,不變形無加工毛刺
注意事項
1、受潮濕的石墨電極,使用前要烘干。
2、去除備用石墨電極孔上的泡沫塑料保護帽,檢查電極孔內螺紋是否完整。
3、用不含油和水的壓縮空氣清理備用石墨電極表面和孔內螺紋;避免用鋼絲團或金屬刷砂布清理。
4、將接頭小心地旋入備用石墨電極一端(不建議將接頭直接裝入爐上撤換下來的電極)的電極孔內,不得碰撞螺紋。
5、將電極吊具(建議采用石墨材質的吊具)擰入備用電極另一端的電極孔內。
6、起吊電極時,墊松軟物到備用電極裝接頭一端的下面,以防止地面碰損接頭;用吊鉤伸入吊具的吊環后吊起,吊運電極要平穩,防止電極由B端松脫或與其它的固定裝置碰撞。
7、將備用電極吊到待接電極上方,對準電極孔后慢慢落下;旋轉備用電極,使螺旋吊鉤與電極一起轉動下降;在兩支電極端面相距10-20mm時,再次用壓縮空氣清理電極兩個端面和接頭的裸露部分;在后完全下放電極時,不可過猛,否則因猛烈碰撞,會導致電極孔和接頭的螺紋受損。 8、用力矩扳手擰備用電極,直到兩支電極的端面緊密接觸為止(電極和接頭的正確連接夾縫小于0.05mm)。
石墨具有電極損耗小、放電加工去除率高等特點,使其成為一種的電極材料,漸漸取代了銅電極,并且有些形狀復雜的電極無法用銅制造,所以石墨電極的應用越來越廣泛。加工石墨電極可以選擇使用數控石墨精雕機來進行快速加工。
石墨具有的良好的中子減速性能,在原子反應堆中被用作減速器。鈾-石墨反應堆是應用廣泛的原子反應堆之一,石墨完全可以滿足核電反應堆用減速材料具有高熔點、穩定性和耐腐蝕性的要求。在工業中,石墨還被用來生產固體燃料火箭的噴嘴,導彈的鼻錐,宇宙導航設備的部件,絕緣和防輻射材料。
石墨能防止鍋爐結垢,石墨的主要用途之一是生產耐火材料,包括耐火磚、坩堝、連鑄粉、型芯、模具、洗滌劑和耐高溫材料。石墨制品經過加熱后能釋放遠紅外線等等。隨著科學技術的不斷發展,人們也開發了許多石墨的新用途。
在特種石墨行業中,通用的硬度檢驗標準是肖氏硬度測量法,其測試原理與金屬的測試原理不同。雖然我們在對石墨的潛意識認識中,一般會它認為是一種比較軟的材料。但實際的測試數據及應用情況顯示,石墨的硬度要比金屬材料高。由于石墨的層狀結構,使其在切削過程中有非常的切削性能,切削力僅為銅材料的1/3左右,機械加工后的表面易于處理。
再有就是石墨電極材料的抗折強度,石墨電極材料的抗折強度是材料強度的直接體現,顯示材料內部結構的緊密程度。強度高的材料,其放電的耐損耗性能相對較好,對于精度要求高的電極,盡量選擇強度較好的材料。
