






關鍵詞 |
904L不銹鋼焊絲,不銹鋼焊絲用途,山西不銹鋼焊絲,不銹鋼焊絲生產廠家 |
面向地區 |
全國 |
規格 |
2.00mm |
低溫不銹鋼焊絲優點
1、低溫焊絲良好的潤濕性、導電率、熱導率,易上錫。
2、按客戶所需訂制松香含量%,焊接不飛濺。
3、助焊劑分布均勻,錫芯里無斷助焊劑現象。
4、繞線均勻不打結,上錫速度快、殘渣少。
不銹鋼焊絲可焊接不銹鋼、高溫合金、鈦合金、鋁合金等材料,用于核能、航空航天、船舶、電子、冶金等工業。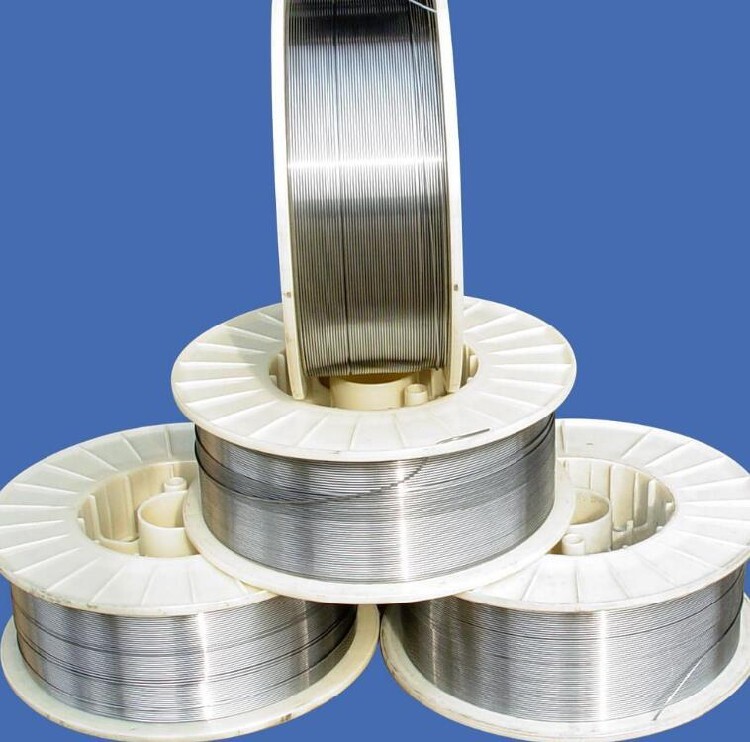
不銹鋼藥芯焊絲可以像碳鋼和低合金鋼藥芯焊絲一樣,對不銹鋼進行既簡便又的焊接,不銹鋼藥芯焊絲的應用以MAG焊為主,進行MAG焊時具有如下特點;
1)與手工焊相比,熔敷速度可提高2-4倍,其熔敷達90%(不銹鋼焊條僅55%)
2)對電流,電壓的適應范圍大,焊接條件設定較為容易,易于進行半自動和自動化焊接。
3)脫渣性良好,焊道表面光澤。另外,飛濺很少,電弧穩定性優良,X射線合格
坤明焊材服務流程:
1:客戶根據自己產品規格提供所需產品的詳細資料
2:我廠找的技術人員根據您的描述給給您提供適合您的焊絲以及細節說明,并且會給出相應的報價。
3:雙方友好協商,然后簽訂合同,根據客戶訂貨量可以商議付款方式。
4:我廠按照合同規格給貴公司做好產品,并且按時發貨。
5:貨物到以后,我廠會有人員給予技術
6:定期售后維護,并后期使用方式方法,讓客戶產品用的安心,用的放心。
打底焊
1,在坡口面上引弧,馬上退到坡根始焊點(一般在6點位置mm左右),當看到開始熔化,立即填充焊絲,使焊絲與母材一起熔合,這時能看到熔液與熔渣均勻地通過坡口流向管內而形成熔孔;焊槍作小幅鋸齒形擺動,稍快些向上運動,焊絲始終不離開氬氣保護,并要貼在坡口鈍邊間隙處,采用間斷送絲法,一拉一送,一滴一滴向熔池內填送。
2,在施焊過程中,要保持短弧操作;手把要穩,送絲要干凈利索,注意焊絲與鎢極的距離,防止“打鎢”,否則要磨干凈后再重新焊接。
3,控制熔孔大小、形狀一致是打底焊雙面成形的關鍵。
4,在打底焊過程中,要使焊絲均勻地熔化,并形成一層薄渣均勻地滲透到管口內,對焊縫進行渣保護,這就是為什么用有藥焊絲的原因所在。
5,焊后進行錘擊,使焊渣脫落;也可用壓縮空氣或用水沖等辦法將管內的焊渣清除掉,這樣管內得到漂亮的金焊縫。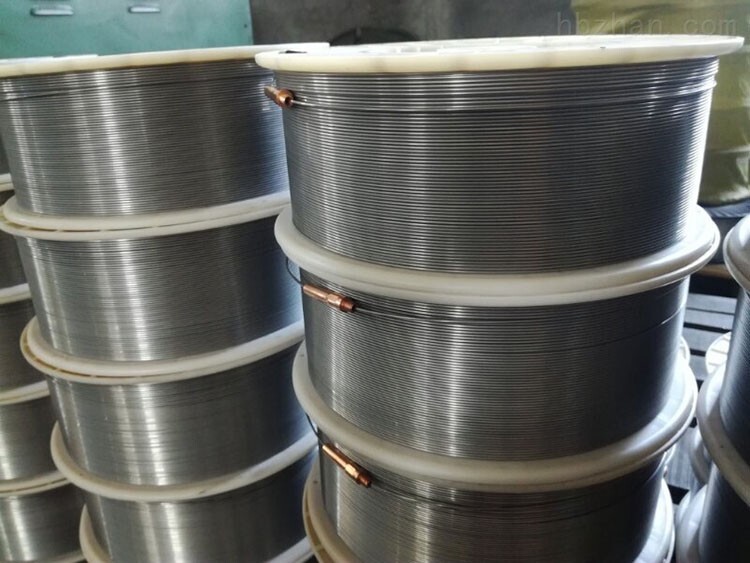
蓋面焊
1,本焊件采用打底焊和蓋面焊兩層。
2,蓋面焊的焊材采用A132不銹鋼焊條,大小為3.2mm,電流80~120A。
3,本焊接位置是全位置焊接,宜采用短弧焊接,并且搭接量應大于10mm。
4,焊后緩冷。


















