






關鍵詞 |
磷銅釬料焊條銅焊條,湖北銅焊條,銅焊條,銅焊條 |
面向地區 |
全國 |
注意事項:
1.焊前焊條在200左右烘焙1小時。焊件表面的水分、油污、氧化物等雜質清除干凈方可施焊。
2.在一般情況下,預熱溫度應掌握在400-500之間。施焊時應采用短弧,宜作往復直線運動,這樣可以改善焊縫的成形。
3.對于較長的焊縫應采用逐步退焊法,焊接速度應盡可能地快。多層焊時清除層間的熔渣。焊后用平頭錘錘擊焊縫。消除應力,改善焊縫質量。
銀釬焊料,具有良好的流動性和填充能力,廣泛用于、冰箱、機電等行業,銅及銅的釬焊。熔點645-790攝氏度。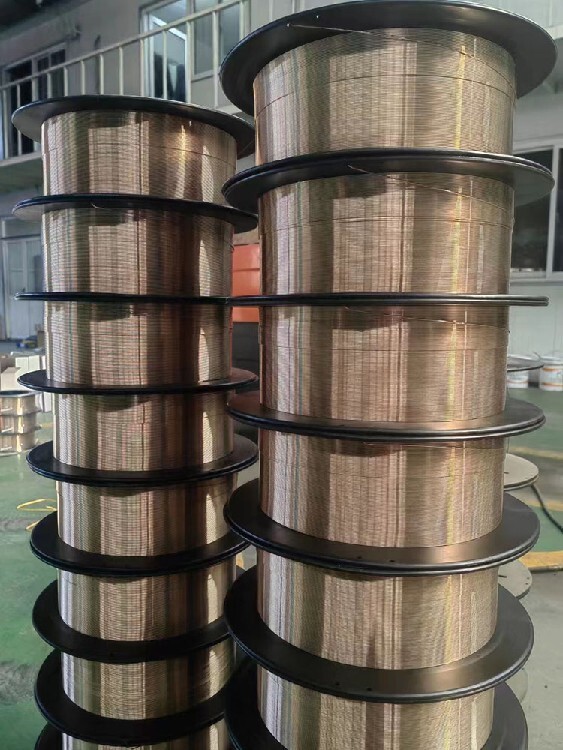
注意事項:
1、釬焊前嚴格清除釬焊處及釬料表面的油脂、氧化物等污物;
2、釬焊時配釬焊熔劑共同使用。
| 主營行業:焊條 |
| 公司主營:耐磨焊條焊絲,鈷基焊條焊絲 |
| 主營地區:山東省濟南市天橋區藍翔路15號時代總部基地六區50號樓6樓B區79 |
| 企業類型:其他有限責任公司 |
| 注冊資金:人民幣300萬 |
| 公司成立時間:2013-01-02 |
| 經營模式:生產型 |
| 公司郵編:054000 |
| 公司電話:0531-81765623 |















