





關鍵詞 |
廣東鎳基焊絲,廣東鎳鉻鐵鎳基焊絲,鎳基焊絲,遼寧600鎳基焊絲 |
面向地區 |
全國 |
翅片管的應用現在非常廣泛。其主要目的是進行熱交換,因此主要增加翅片管以提高熱交換效率。對于翅片管,其性能有一定的要求,主要包括耐磨性、穩定性等,特別是在惡劣環境下使用時,要求其性能好。除接觸熱阻低以外并具有良好的防塵能力。
使用翅片管進行傳熱時應遵循什么原則?
(1)如果管子兩側的傳熱系數相差很大,則應在較小的一側加工翅片管。
(2)如果管子兩側的傳熱系數都很小,則可以在兩側則加工翅片管,而不僅是在一側安裝,這是無效的。
耐磨合金
主要合金元素是鉻、鉬、鎢,還含有少量的鈮、鉭和銦。除具有耐磨性能外,其抗氧化、耐腐蝕、焊接性能也好。可制造耐磨零部件,也可作為包覆材料,通過堆焊和噴涂工藝將其包覆在其他基體材料表面。
鎳基合金焊絲焊接注意事項:
1、焊接處須油污、鐵銹、水份等表面雜質。
2、焊接時,采用小線能量,建議采用較低的道間溫度。
3、所使用的氬氣的純度要在以上且氣體的流量控制要適當,通常焊接電流在100-200A時,氣體流量約為10-15L/min。
4、施焊時有適當的設施,否則保護氣體易受風的影響而致氣體保護不良。使焊道劣化而發生氣孔。
5、適當選擇噴嘴及控制鎢電的恰當伸岀長度。
鎳基焊絲使用注意事項:
1.焊前對焊件清除鐵銹、油污、水份等雜質。
2.注意層(道)間溫度控制在100℃以下。
3.操作以短弧為宜,弧長控制在1~3mm。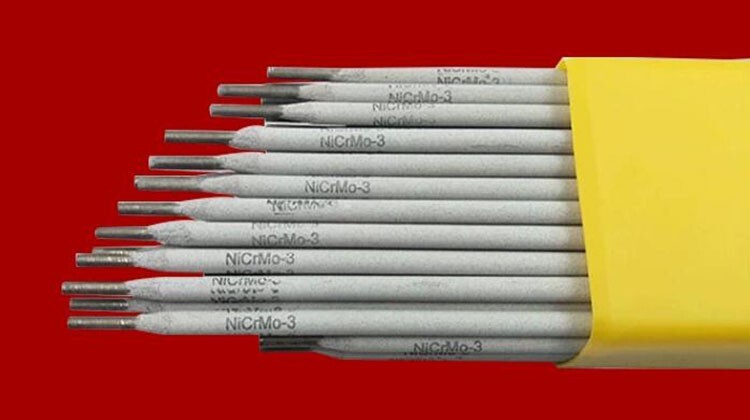
鎳焊條焊接接頭引弧時,應采用反向引弧技術,以利調整接口處焊縫平滑并且能有利于抑制氣孔的發生。采用逆向收弧,把弧坑填滿,防止弧坑裂紋,必要時要對弧坑進行打磨。
鎳焊條焊接時要求盡可能采用小規范,與同規格的不銹鋼焊條相比,電流可降低20% ~ 30%。由于液態金屬的流動性差,為防止未熔合和氣孔等缺陷,一般要求在焊接過程中適當擺動,但不能過大。

















