關鍵詞 |
油缸多少錢一個,武漢油缸,生產油缸,油缸多少錢一個 |
面向地區 |
全國 |
滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.
運動慢的原因可能有:
1)、次運動速度快可能是因為回油管內無油,沒有背壓,以后再運動時,回油管可能存在背壓,看一下你有什么產生背壓的因素,如節流閥使用的通徑是否正確、節流閥是否調節的流量太小、單向閥的閥芯是否有堵塞等。
2)、活塞上的密封圈是否有損壞或安裝方式不對,使液壓缸產生嚴重的內泄。
3)液壓缸過大,所選的閥和管道通徑過小,不能滿足流量要求 ?
4)、你清理的是吸油濾芯還是回油濾芯?可能是回油濾芯堵了。
5)、系統壓力是否測量,是否是因為系統壓力達不到要求,可以重新調定一下溢流閥。
4、如果是因為泵的流量和壓力引起的。好重新選型,因為一般定量泵的流量和轉速要求出廠時已明確,改變后對泵的壽命有影響。而且如果泵的壓力和流量變了,整個系統的部件是否有影響,能否承受,還得考慮。
動作不靈敏的原因及排除方法主要有:
1.液壓缸中空氣過多
排除方法:
①通過排氣閥排氣;
②檢查空氣是否由活塞往復運動部位的密封圈處吸入,如是,更換密封圈。
2.液壓泵運轉有不規則現象
如振動噪音大;壓力波動歷害;泵轉動有阻滯;輕度咬死現象。
排除方法參考相關書籍內容。
3.有緩沖裝置的液壓缸,反向起動時,單向閥孔口太小,使進入緩沖腔油量太少,甚至出現真空,因此在緩沖柱塞離開端蓋的瞬間,會引起活塞一時停止或逆退現象。
排除方法:加大單向閥孔口,詳見第五節中“緩沖排氣裝置常見故障及修理”。
4.活塞運動速度高時,單向閥的鋼球跟隨油流流動,以致堵塞閥孔,致使動作不規則。
排除方法:參見相關內容。
5.橡膠軟管內層剝離,使油路時通時閉,造成液壓缸動作不規則
排除方法:更換橡膠軟管。
6.有一定的橫向載荷
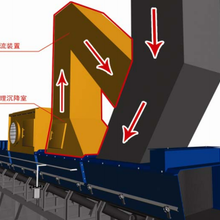
系統沖洗的目的就是消除或大限度地減少設備的早期故障。沖洗的目標是提高油液的清潔度,使系統油液的清潔度保持在系統內關鍵液壓元件的污染耐受度內,以液壓系統的工作可靠性和元件的使用壽命。
工程機械上的液壓元件很多,需要充足的液壓油。當液壓油因使用時間過長變質而需要更換時,有人錯誤地認為,只需將液壓油箱內的油放光、加滿新的液壓油即可。但此時液壓油管和液控閥中還殘留有許多舊液壓油,設備使用時新舊油混合使用會加快新油變質的速度。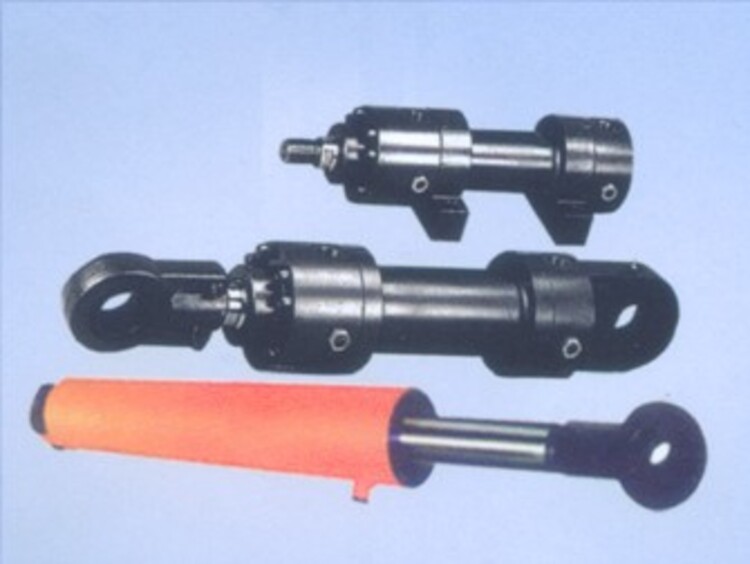
正確的換油步驟應放掉液壓油箱中的液壓油,清洗干凈油箱后加入新液壓油,再拆下回路總管,啟動發動機后低速運轉,使油泵工作,分別操縱各機構,靠液壓油將回路中的舊油逐一排出,直至回油總管有新油流出為止,后,將回油總管與油箱連接,往油箱中補充新液壓油至規定位置即可。