硬質合金鉆頭是由一根完整的硬質合金棒材,利用5軸全自動加工中心精密磨制而成。硬質合金鉆頭的通用性廣,具有高強度、高硬度性能、切削速度快、耐磨損,紅硬性好的特點,適合加工各種材質的零部件。硬質合金鉆頭按冷卻結構可分為無冷卻孔及有冷卻孔兩種類型。
生產工藝:精鑄、精鍛和中碳合金鋼切削加工等
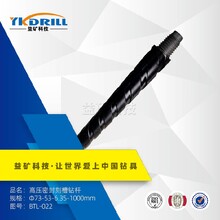
結構 :整體型應用領域:廣泛應用于煤礦、石膏礦等軟巖的鉆孔、擴孔作業。
硬質合金鉆頭是由一根完整的硬質合金棒材,利用CNC磨床加工而成。硬質合金鉆頭的通用興廣,具有高強度、高硬度性能、切削速度快、耐磨損,紅硬性好的特點,適合加工各種材質的零部件。硬質合金鉆頭按冷卻結構可分為無冷卻孔及有冷卻孔兩種類型。其主要特點及用途為:

硬質合金鉆頭:
鉆頭頂角的一條切削刃確定好了之后,另一條又會平行,跳動要在0.005以內,用普通機床要磨出標準的鉆尖角度相當困難。現在簡單了,6軸CNC機床的問世,鉆頭的鉆尖角精度可以達到1-2秒的。因此經過長時間的經驗累積,用頂角為118°的硬質合金鉆頭切削鋼材的效果,所以118°就變成了標準的鉆頭頂角。

硬質合金可轉位刀片鉆頭
安裝硬質合金可轉位刀片的鉆頭可加工孔徑范圍很廣,加工深度范圍為2D~5D(D為孔徑),可應用于車床和其它旋轉加工機床。
焊接式硬質合金鉆頭
焊接式硬質合金鉆頭是在鋼制鉆體上牢固焊接一個硬質合金齒冠制成。這種鉆頭采用自定心幾何刃型,切削力小,對大多數工件材料均可實現良好的切屑控制,加工出的孔表面光潔度 好,尺寸精度和定位精度都很高,不必再進行后續精加工。該鉆頭采用內冷卻方式,可用于 加工中心、CNC車床或其它高剛性、高轉速機床。

硬質合金鉆頭是怎么組成的
硬質合金鉆頭可改換硬質合金齒冠鉆頭是新一代鉆削。
它由鋼制鉆體和可改換的整體硬質合金齒冠組合而成,與焊接式硬質合金鉆頭對比,其加工精度八兩半斤,但因為齒冠可改換,是以可降低加工成本,提高鉆削出產率。
硬質合金鉆頭可獲得切確的孔徑尺寸增量并具有自定心功能,是以孔徑加工精度很高。