山東益礦鉆采科技有限公司生產的地質鉆桿,鉆桿桿體選用地質合金鋼管,鉆桿接頭選用合金結構鋼,經真空調質處理,大大提高了抗疲勞強度和抗剪切強度。采用的摩擦焊焊接工藝生產加工,鉆桿具有抗彎強度高,焊接牢固等特點。
地質鉆桿需進行定期保養維護確定保養周期,定期進行防銹防塵處理。地質鉆桿的使用需在鉆機的額定鉆距內,根據鉆距的技術參數型號采用相配的地質鉆桿。地質地質鉆桿采用礦用地質類地質鉆探管與其相配的接頭摩擦焊接而成,所以其具有很好的隨動性和較高的抗拉強度,可以適應在常規鉆探和排放瓦斯用。在硬巖層、煤層或其他環境作業時,需根據地質鉆桿實際材質物理性能和參數確定其鉆進深度等。

在鉆桿生產中會出現哪些問題呢?地質鉆桿生產廠家為大家進行分析。
1.焊接飛邊的去除
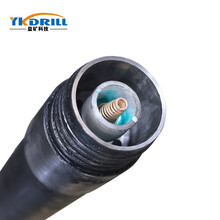
鉆桿在摩擦焊接過程中會形成內外飛邊,其中高鋼級鉆桿由于公接頭內徑小于管體焊接部內徑,給去除內飛邊造成很大困難。傳統機床車削由于接頭內徑的限制,車床刀桿直徑小易造成加工時刀桿振顫,嚴重影響了加工質量與效率。目前,多數廠家采用沖切方式去除內飛邊,加工效率較高。由于沖頭型式、沖切時機、沖切力大小等因素影響,有時會造成沖切時毛刺劃傷管體內壁或在內壁粘連等現象,影響了鉆桿的正常使用。

產品工藝
當前,我公司生產的三棱鉆桿主要采用摩擦焊工藝,從材質上可分為兩種,一種是三角鋼管焊接42Crmoa接頭材料,兩頭均采用摩擦焊工藝;另一種為穿孔圓鋼整體銑制焊接42Crmoa材料,公扣為摩擦焊,母扣直接在穿孔圓鋼進行螺紋加工。
產品建議施工工藝
三棱鉆桿在較為松軟的煤層鉆探時,宜采用風排渣的鉆進方式,配備我公司生產的輕型孔口降塵裝置,可到達理想的鉆進和成孔效果。沖水式鉆進方式會塌孔卡鉆的機率,但與外圓式鉆桿相比,仍具有很高的性能和成孔優勢。在鉆頭的搭配上以與鉆桿的徑差10—15為宜,徑差過大會降低三棱鉆桿對孔壁的膩抹加固效果。
API鉆桿接頭有新舊兩種標準。舊API鉆桿接頭是對早期使用的有細扣鉆桿提出來的,分為內平式(IF)、貫眼式(FH)和正規式(REG)三種類型。