






關鍵詞 |
供應油缸,油缸聯系方式,常州油缸,出售油缸 |
面向地區 |
全國 |
缸筒作為油缸、礦用單體支柱、液壓支架、炮管等產品的主要部件,其加工質量的好壞直接影響整個產品的壽命和可靠性。缸筒加工要求高,其內表面粗糙度要求為Ra0.4~0.8μm,對同軸度、耐磨性要求嚴格。缸筒的基本特征是深孔加工,其加工一直困擾加工人員。采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高缸筒疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了缸筒內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
滾壓加工原理:它是一種壓力光整加工,是利用金屬在常溫狀態的冷塑性特點,利用滾壓工具對工件表面施加一定的壓力,使工件表層金屬產生塑性流動,填入到原始殘留的低凹波谷中,而達到工件表面粗糙值降低。由于被滾壓的表層金屬塑性變形,使表層組織冷硬化和晶粒變細,形成致密的纖維狀,并形成殘余應力層,硬度和強度提高,從而改善了工件表面的耐磨性、耐蝕性和配合性。滾壓是一種無切削的塑性加工方法。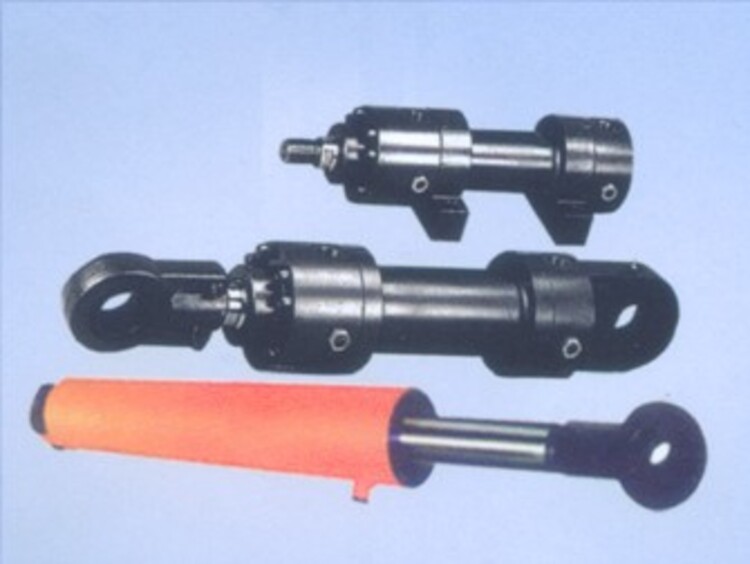
液壓油缸調慢點有以下辦法:
1、換掉電機,轉速慢一檔,功率也可以降低。--很麻煩,轉速未必合適。
2、更換小流量的油泵電機組。---可行性好,要花銀子。
3、油路中加接一段“阻尼管”。買一跟直徑8-10毫米的銅盤管(視流量大小,長度試驗調整)兩斷焊上接頭,接到油路中,通過調整長度,可以得到滿意的效果。注意(1):校驗銅管耐壓夠不夠。注意(2):泵出口如果沒有益流閥,要加裝。
新出廠的裝載機通常不會出現液壓油溫度過高現象。對管路走向、膠管長度、運動軌跡和彎曲半徑進行復核,均在合理范圍內,也沒有發現膠管與膠管、膠管與機體發生摩擦的現象。檢查油缸膠管裝配質量,沒有發現管接頭過松、過緊以及膠管扭曲現象。進一步分析認為,膠管接頭的扣壓芯管與扣壓外卡套的加工質量符合要求,是確保膠管不滲漏的關鍵我們把質量較好、無滲漏的膠管接頭與出現滲漏的膠管接頭分別剖開進行對比,發現2種膠管接頭芯管的加工質量確實有較大的差別。
沖洗過程中要應該注意:
(1) 油箱要封閉,減少現場空氣中顆粒進入油箱的機會;
(2) 相油箱中加入沖洗油時應使用帶過濾器的加油小車,以濾除桶裝油中的污染物;
(3) 更換濾芯時暫停沖洗泵,注意不要帶入雜質;
(4) 對排空和排污要定期進行,以確保系統充滿,并及時排出氣體和污染物。
(5) 在沖洗的前期,油中水分蒸發很重要,在沖洗油箱上應有蒸汽逸出的窗口。
(6) 沖洗合格后在抽出沖洗油、管線使用前要注意保護,以免污染物進入液壓系統。
系統沖洗的目的就是消除或大限度地減少設備的早期故障。沖洗的目標是提高油液的清潔度,使系統油液的清潔度保持在系統內關鍵液壓元件的污染耐受度內,以液壓系統的工作可靠性和元件的使用壽命。
正確的換油步驟應放掉液壓油箱中的液壓油,清洗干凈油箱后加入新液壓油,再拆下回路總管,啟動發動機后低速運轉,使油泵工作,分別操縱各機構,靠液壓油將回路中的舊油逐一排出,直至回油總管有新油流出為止,后,將回油總管與油箱連接,往油箱中補充新液壓油至規定位置即可。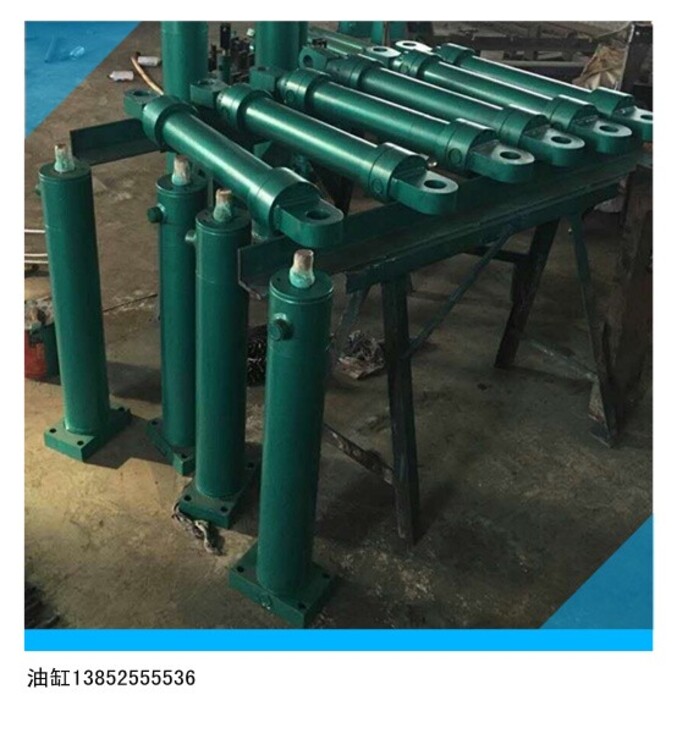
因為液壓油缸要承受很大的壓強,負載越重,它的壓強就會越大,因此,做好液壓油缸的保養工作是整個液壓系統的維護重要的一環。液壓油缸就相當于液壓系統的心臟,心臟出問題很難修補,所以液壓油缸的維護就是要謹慎細致。那么液壓油缸如何保養呢?就是要防銹。因為液壓油缸的活塞部分在工作狀態中是要伸出油缸的,自然就會受到氧化物的、酸性氣體的侵蝕,這就需要我們給它涂敷適量的油脂進行保護,以免作為承重部件的活塞受侵蝕而在工作中可能發生斷折。然后要開箱換油。因為長時間使用,難免會有異物進入液壓油缸中,這樣在使用中就會發生摩擦增大現象,另外,液壓油也是有一定的使用壽命,長時間不換油會損壞或者侵蝕液壓油缸內部。
液壓缸在工作時會發生生產牽引力不足,又或者是速度下降的現象,很多人都不明白是什么原因導致這一系列事故發生,這個時候就要用心一一的排查,找出問題所在。
1)活塞配合間隙過大或密封裝置損壞,造成內泄漏。應減小配合間隙,更換密封件。
2)活塞配合間隙過小,密封過緊,增大運動阻力。應增大配合間隙,調整密封件的松緊度。
3)活塞桿彎曲,引起劇烈磨擦。應校直活塞桿。
4)液壓缸內油液溫升太高、粘度下降,使泄漏增加;或是由于雜質過多,卡死活塞和活塞桿。應采取散熱降溫等措施,更換油液。
5)缸筒拉傷,造成內泄漏。應更換缸筒。
6)由于經常用工作行程的某一段,造成液壓缸內徑直線性不良(局部有腰鼓形),致使液壓缸的高、低壓油互通。應鏜磨修復液壓缸內徑,單配活塞。











