關鍵詞 |
嘉興冷彎機,曲靖175H型鋼彎弧機生產廠家聯系方式,呼和浩特H鋼卷圓隧道使用生產廠家聯系方式,懷化液壓拉彎機生產廠家聯系方式 |
面向地區 |
全國 |
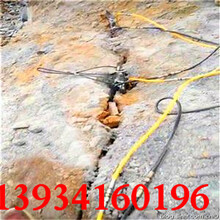
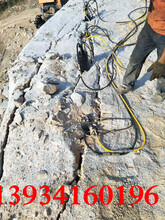
主要用于C型鋼、U型鋼,工字鋼、角鋼、槽鋼、道軌、方鋼、鋼管等型鋼的拱形卷圓、變徑、定角彎曲。采用數顯編碼器編程,使液壓操縱系統定位準確,所彎型鋼一次自動成型,、操作方便。
wgj-250型彎拱機首要參數: wgj-250型彎拱機首要參數:可彎曲:10#-25#h型鋼 外型尺度:(長寬高)2.3m1.5m1.3m總功率:8.4kw電壓:380v液壓系統壓力:20mpa油缸推進速度:1-13mm/s主驅動輪轉速:7r/min小彎曲半徑:2m
工字鋼冷彎機安全操作規程操作者要嚴格按照冷彎機的安全操作規程操作,如在操作過程中發現異常,應立即停止操作,停機檢查原因。工字鋼冷彎機安全操作規程如下: 1、嚴格遵守機床工安全操作規程,按規定穿戴好勞動防護用品。
2、開機前應將上、下模具清理、擦拭干凈。
工作時,將所需冷彎加工的型鋼由系統的門式托架推放在兩主動滾輪之間,啟動液壓系統使液壓缸推動燕尾槽和冷彎滾輪冷壓型鋼,待達到設計所需弧度時關閉液壓系統,啟動機械傳動系統,使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續冷彎作業。
整機保修壹年,一年內,所有配件均全免費提供(人為及自然災害除外),使用范圍,維修費用低廉,故障診斷容易,使用維修方便,當地即可維修(維修費用由我公司報銷),您也可以返回我們維修,一切費用由我們承擔,一些特制配件我們免費提供,快遞2-3天即可到達全國任何地方。
機械系統
機械系統采用擺線針輪減速器直接驅動滾輪轉動,轉速為11rpm,為實現兩個滾輪同步,采用兩電機同時啟動實現同步,為滿足工況要求,可進行正反轉運轉。
②液壓系統
該系統采用手動換向閥對油泵進行換向,實現油缸的正反向運動。采用單向節流閥調節油缸運動速度,利用雙向液控單向閥對油缸進行鎖閉,當換向閥處于中衛時,系統卸荷,有效防止了系統發熱。
③電氣系統
電氣系統主要對油泵電機、行走滾輪電機進項控制,行走電機設有正反轉控制及過載保護。當回油濾清器堵塞需要更換濾芯時,濾清器堵塞指示燈亮,此時需更換濾芯。在主回油路中設有空氣開關(主開關)對整個系統進行有效保護。
注意:
①新機使用前應檢查無“三漏”情況;
②檢查電機絕緣是否良好;
③減速器是否加足潤滑油,油箱油位是否滿足要求;
④檢查油泵轉向(從電機端看為順時針轉動)
合上主短路器,此時電壓表顯示為380V;
②合上控制線路分開關兩個,此時電源指示燈亮;
③分別啟動各電機,并立即停止,檢查油泵轉向是否正確,并無異響;
④完成以上動作并確定無故障時重新啟動電機,并將電磁換向閥控制旋鈕向油缸活塞桿伸出方向轉動,使油缸活塞桿運動到終點,然后,檢查調定壓力,不超過250bar。在活塞桿運動過程中檢查運動速度,并進行調節單向節流閥,使活塞桿運動速度達到3.5~5.5mm/s。此過程中壓頭不應有卡滯現象。
⑤往復運動油缸多次,作進一步檢查行走電機正反轉運轉多次,再進一步檢查,確定無故障后停機。