





關鍵詞 |
煙臺冷彎成型機,冷彎成型機 |
面向地區 |
全國 |
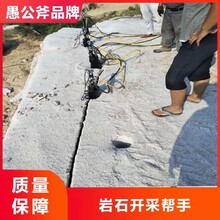
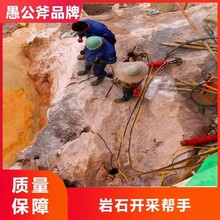
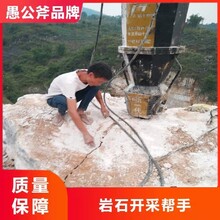
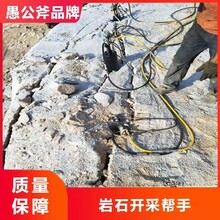
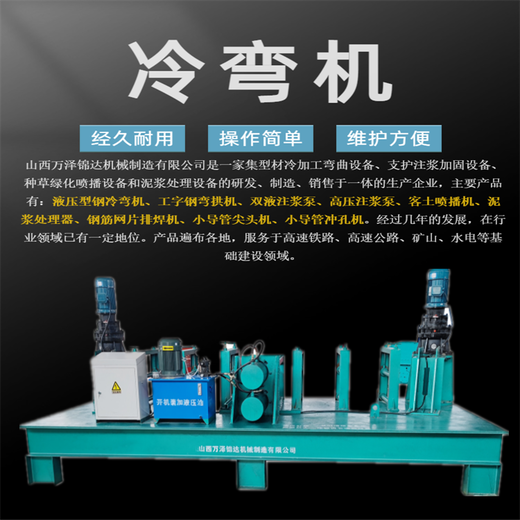
它由底座,機械傳動、冷彎系統、液壓系統、電器控制系統和系統等六大部分組成。作時,將所需要冷彎加工的型鋼由系統的門式托架推放在兩主動滾輪之間,啟動液壓系統使液壓缸推動燕尾槽和冷彎滾輪冷壓型鋼,待達到設計所需弧度時關閉液壓系統,啟動機械傳動系統, 使主動滾輪轉動并依靠摩擦力帶動型鋼平穩緩慢前行,從而實現連續冷彎作業。在冷彎結束時,關閉機械傳動系統 ,同時啟動液壓系統 ,使液壓缸收回。將冷彎型鋼放置在系統 的門式托架上即可。這種冷彎作業,了材質的強度,提高了支護鋼拱架的質量,地提高了工效,操作簡單、明了。冷彎機與壓床相比,具有良好的工作性能。
然后,檢查調定壓力,Z大不超過250bar。在活塞桿運動過程中檢查運動速度,并進行調節單向節流閥,使活塞桿運動速度達到3.5~5.5mm/s。此過程中壓頭不應有卡滯現象。
5往復運動油缸多次,作進一步檢查行走電機正反轉運轉多次,再進一步檢查,確定無故障后停機。
2、拱架彎制
1啟動油泵電機;
2將需要彎制的材料放入兩滾輪上,將壓頭向前頂出,試算出推進量。大于3.5米半徑的可以一次成型,材料經駁接后連續彎制。小于3.5米半徑的,要往復多次后再成型,此過程中,如有發現變形太大應及時調整。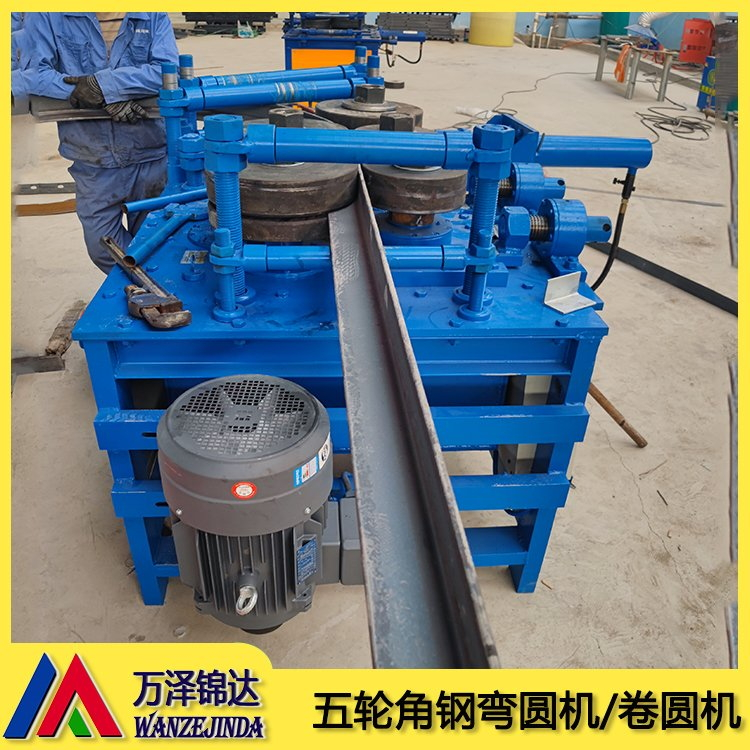
系統介紹
1機械系統
機械系統采用擺線針輪減速器直接驅動滾輪轉動,轉速為11rpm,為實現兩個滾輪同步,采用兩電機同時啟動實現同步,為滿足工況要求,可進行正反轉運轉。
2液壓系統
該系統采用手動換向閥對油泵進行換向,實現油缸的正反向運動。采用單向節流閥調節油缸運動速度,利用雙向液控單向閥對油缸進行鎖閉,當換向閥處于中衛時,系統卸荷,有效防止了系統發熱。

全國冷彎成型機熱銷信息