為何許多人會選擇地質鉆桿,是因為他有著很不錯的焊接工藝,因此在整個使用的過程中,也能夠有效避免因為焊接所出現的問題,不容易會導致產品出現損害,對于操作者而言,一旦產品出現損害,又會造成無形的浪費,所以和其他的款式進行比較這樣的傳感產品會有著更多的優勢,因此使用的人群就開始逐漸的增加。
產品工藝
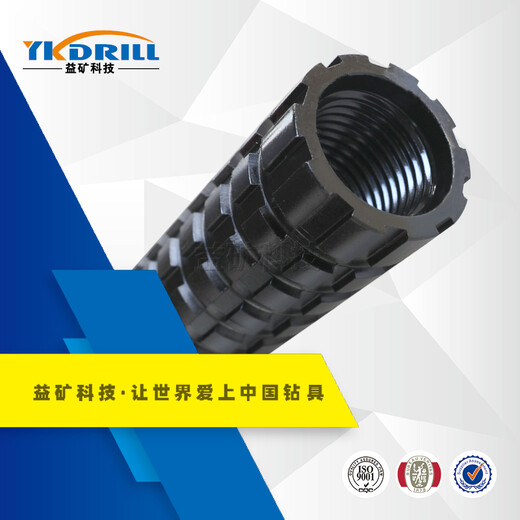
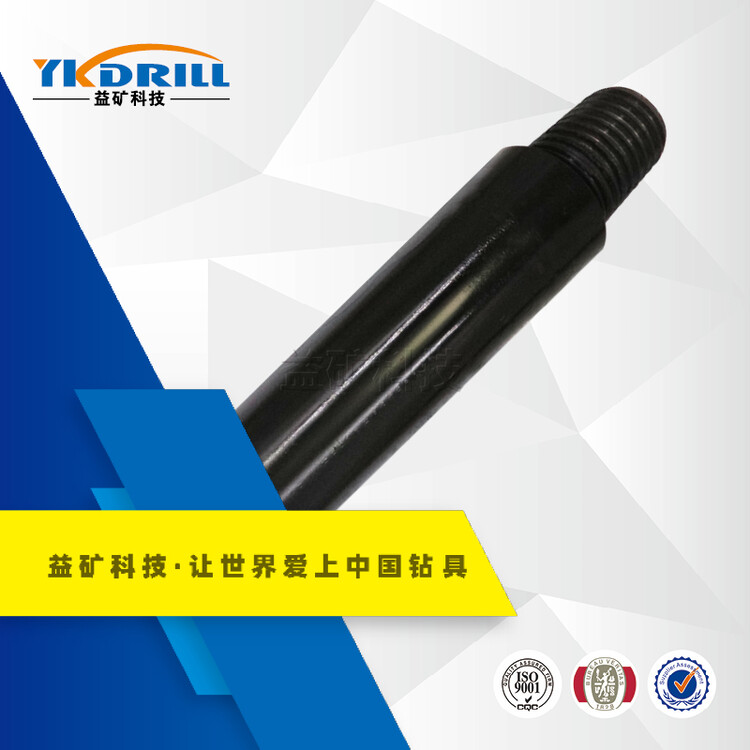
當前,我公司生產的三棱鉆桿主要采用摩擦焊工藝,從材質上可分為兩種,一種是三角鋼管焊接42Crmoa接頭材料,兩頭均采用摩擦焊工藝;另一種為穿孔圓鋼整體銑制焊接42Crmoa材料,公扣為摩擦焊,母扣直接在穿孔圓鋼進行螺紋加工。
產品建議施工工藝
三棱鉆桿在較為松軟的煤層鉆探時,宜采用風排渣的鉆進方式,配備我公司生產的輕型孔口降塵裝置,可到達理想的鉆進和成孔效果。沖水式鉆進方式會塌孔卡鉆的機率,但與外圓式鉆桿相比,仍具有很高的性能和成孔優勢。在鉆頭的搭配上以與鉆桿的徑差10—15為宜,徑差過大會降低三棱鉆桿對孔壁的膩抹加固效果。

金剛石鉆頭 什么是硬質合金鉆頭
產品用途
應用領域:適用于中硬以上地質條件的深孔鉆探施工。產品參數
長度
規格 建議 扭矩
直徑 長度 接頭方式 連接形式 鉆孔深度 (N.M)
Φ50 800--1500 錐螺紋 子母螺紋連接 50--100m 3500
Φ63 800--1500 錐螺紋 子母螺紋連接 50--120m 5200
Φ73 800--1500 錐螺紋 子母螺紋連接 50--180m 6500
Φ73 800--1500 高壓螺紋密封 子母螺紋連接 50--180m 6500
Φ73 800--1500 三棱插接 四方連接 50--250m 7500
產品工藝
螺旋鉆桿主要采用冷裝、熱裝、摩擦焊接等工藝,其中冷裝工藝是指桿體兩端內孔預先加工好內四方孔,然后一端將方鋼穿入預先加工好的內四方孔進行鉆焊點孔和銷子孔進行固定,適用于所有螺旋鉆桿,熱裝工藝是指桿體一端預先加工好內四方孔,另一端為將桿體加熱后,方鋼安裝在夾具上將方鋼直接壓裝在桿體內部,然后鉆銷孔壓銷子電焊,適用于F18、F24、F32。摩擦焊工藝可以適用于所有螺旋鉆桿,當前,隨著工藝的逐步提升,在螺旋鉆桿中,摩擦焊工藝將逐步替代現有的冷裝、熱裝工藝。