關鍵詞 |
油缸多少錢一個,蘇州油缸,油缸價格表,定制油缸 |
面向地區 |
全國 |
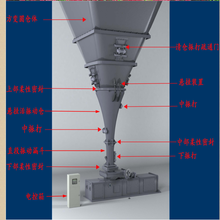
缸筒作為油缸、礦用單體支柱、液壓支架、炮管等產品的主要部件,其加工質量的好壞直接影響整個產品的壽命和可靠性。缸筒加工要求高,其內表面粗糙度要求為Ra0.4~0.8μm,對同軸度、耐磨性要求嚴格。缸筒的基本特征是深孔加工,其加工一直困擾加工人員。采用滾壓加工,由于表面層留有表面殘余壓應力,有助于表面微小裂紋的封閉,阻礙侵蝕作用的擴展。從而提高表面抗腐蝕能力,并能延緩疲勞裂紋的產生或擴大,因而提高缸筒疲勞強度。通過滾壓成型,滾壓表面形成一層冷作硬化層,減少了磨削副接觸表面的彈性和塑性變形,從而提高了缸筒內壁的耐磨性,同時避免了因磨削引起的燒傷。滾壓后,表面粗糙度值的減小,可提高配合性質。
優缺點 1、由于氣動系統使用壓力一般在0.2-1.0Mpa范圍之內,因此氣缸是不能做為大功率的動力元件來使用油缸的,液壓缸就可以做比較大的功率的元件來使用,或者使用油缸系統。 2、從介質講空氣是可以用之不竭的,沒有費用和供應方面的困難,將用過的氣體直接排入大氣,處理方便,不會污染液壓油。 3、空氣黏度小,阻力就小于液壓油。 4、但因為空氣的壓縮率遠大于液壓油,所以它的工作平穩性和響應方面就差好多了。
滾壓加工 滾壓加工是一種無切削加工,在常溫下利用金屬的塑性變形,使工件表面的微觀不平度輾平從而達到改變表層結構、機械特性、形狀和尺寸的目的。因此這種方法可同時達到光整加工及強化兩種目的,是磨削無法做到的。 無論用何種加工方法加工,在零件表面總會留下微細的凸凹不平的刀痕,出現交錯起伏的峰谷現象.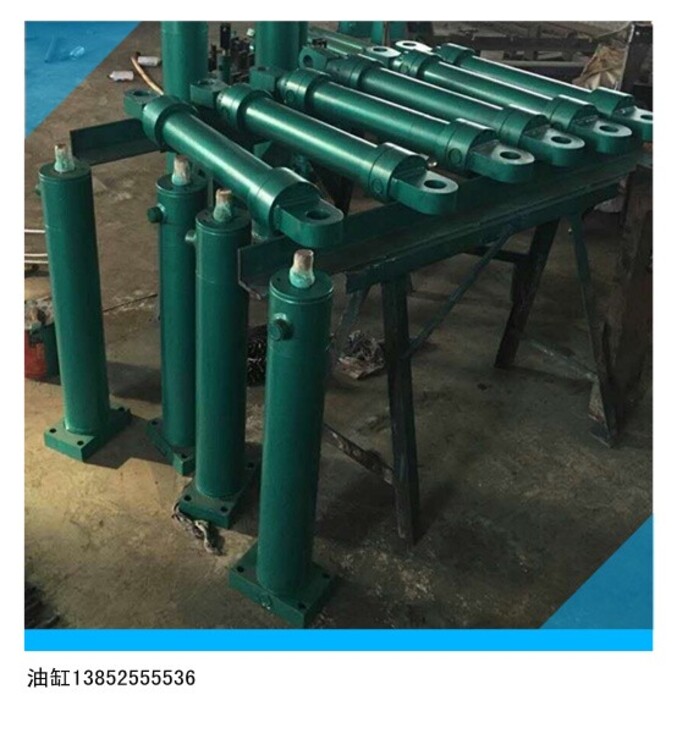
無切削加工技術安全、方便,能控制精度,幾大優點: 1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。 2、修正圓度,橢圓度可≤0.01mm。 3、提高表面硬度,使受力變形消除,硬度提高HV≥4° 4、加工后有殘余應力層,提高疲勞強度提高30%。 5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。
運動慢的原因可能有:
1)、次運動速度快可能是因為回油管內無油,沒有背壓,以后再運動時,回油管可能存在背壓,看一下你有什么產生背壓的因素,如節流閥使用的通徑是否正確、節流閥是否調節的流量太小、單向閥的閥芯是否有堵塞等。
2)、活塞上的密封圈是否有損壞或安裝方式不對,使液壓缸產生嚴重的內泄。
3)液壓缸過大,所選的閥和管道通徑過小,不能滿足流量要求 ?
4)、你清理的是吸油濾芯還是回油濾芯?可能是回油濾芯堵了。
5)、系統壓力是否測量,是否是因為系統壓力達不到要求,可以重新調定一下溢流閥。
4、如果是因為泵的流量和壓力引起的。好重新選型,因為一般定量泵的流量和轉速要求出廠時已明確,改變后對泵的壽命有影響。而且如果泵的壓力和流量變了,整個系統的部件是否有影響,能否承受,還得考慮。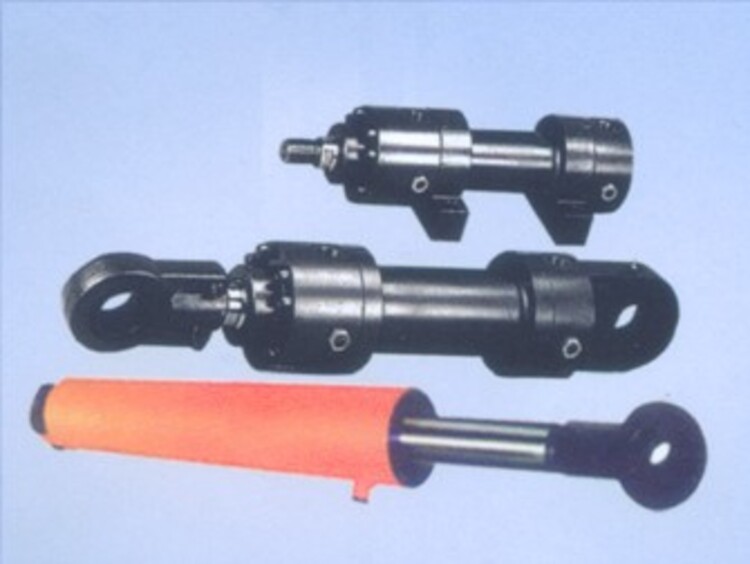
我們要了解引起壓力不足的原因,然后我們才能找到相應的解決方法,我們先說說原因吧。原因如下:
1、安全閥調整值過低。
2、安全閥錐閥卡死或磨損。
3、接頭松動或密封件造成泄漏。
4、壓力表故障造成壓力反應失真。
以上就是引起電動液壓油泵壓力不足的原因,下面我們說說解決方法:
1、調整安全閥。
2、檢查錐閥或閥體更換或修復
3、緊固接頭或更換密封件
4、檢查壓力表檢修壓力表座。
液壓油泵連續不斷地向液壓缸供油,當液壓油充滿后,由于活塞受到外界負載F的阻礙作用,使活塞不能向右移動,若液壓油泵繼續強行向液壓缸中供油,其擠壓作用不斷加劇,壓力也不斷升高。
液壓系統正常工作的首要條件是系統內部保持干凈,所以液壓系統的清洗勢在必行。在新的設備運行之前,或一臺設備經過大修之后,液壓系統遭到外界污染是不可避免的,在軟管、管道和管接頭等零部件安裝過程中都有可能將污染物帶入液壓系統。即使新的油液也會含有一些令人意想不到的污染物。采取措施盡快將污染物濾出,否則在設備投入運行后不久就有可能發生故障,而且早期發生的故障往往都很嚴重,有些元件例如泵、馬達有可能會遭到致命性的損壞。
正確的換油步驟應放掉液壓油箱中的液壓油,清洗干凈油箱后加入新液壓油,再拆下回路總管,啟動發動機后低速運轉,使油泵工作,分別操縱各機構,靠液壓油將回路中的舊油逐一排出,直至回油總管有新油流出為止,后,將回油總管與油箱連接,往油箱中補充新液壓油至規定位置即可。