





關鍵詞 |
鋼筋卷籠機,樁基籠成型機,鋼筋繞筋機,鋼筋籠纏絲設備 |
面向地區 |
全國 |
自動化程度 |
半自動 |
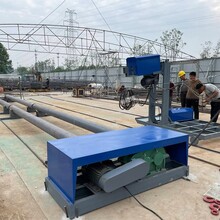
講解一下,鋼筋籠繞筋機現場安裝操作規程:
1.先把鋼筋籠繞筋機動力機頭擺放到位。
2.根據需要制作的鋼筋籠直徑,調節可移動動力輸出軸至適當檔位。
3.擺放4個滾筒托架,注意每個滾筒托架上的兩個滾筒支架,一個為可移動支架,一個為不可移動支架。調節可移動支架,保持和動力機頭輸出軸相同的檔位,使可調節支架圓弧和可調節輸出軸,在同一條直線上。
4.調整4個滾筒托架,至機頭位置,分別為1.5米4.5米7.5米10.5米的距離。
5.把吊裝滾筒擺放至滾筒托架上。
制作鋼筋籠你還在用手工捆綁嗎
你們還在用什么方法制作鋼筋籠?監理有說過,你們的鋼筋籠間距不符合規范嗎?
隨著時代的發展,和國家基礎建設的發展,越來越多的項目部開始使用標準化生產設備,數控鋼筋滾籠機的出現,彌補了過去機器制作鋼筋籠的空白,很好的替代了人工綁扎鋼筋籠!
同時,在鋼筋籠滾籠機的加持下,使得施工隊,都很好地完成了任務,使得業主看到使用智能化加工設備,建設出來的規范化工廠和項目,得到了肯定。
1、鋼筋籠繞筋機是制作鋼筋籠的設備,可以制作直徑0.3米到5米的鋼筋籠。
2、采用PLC數字化控制可以調整焊接速度、任意改變繞筋間距和繞筋根數等操作,只需在觸摸屏上進行設定。
3、只需要1人就可以完成制作鋼筋籠,可以節省3-8名人工,而且節省原材料,大大降低了施工成本。
4、數控鋼筋滾籠機又稱為鋼筋籠滾籠機,鋼筋籠成型機,鋼筋繞筋機!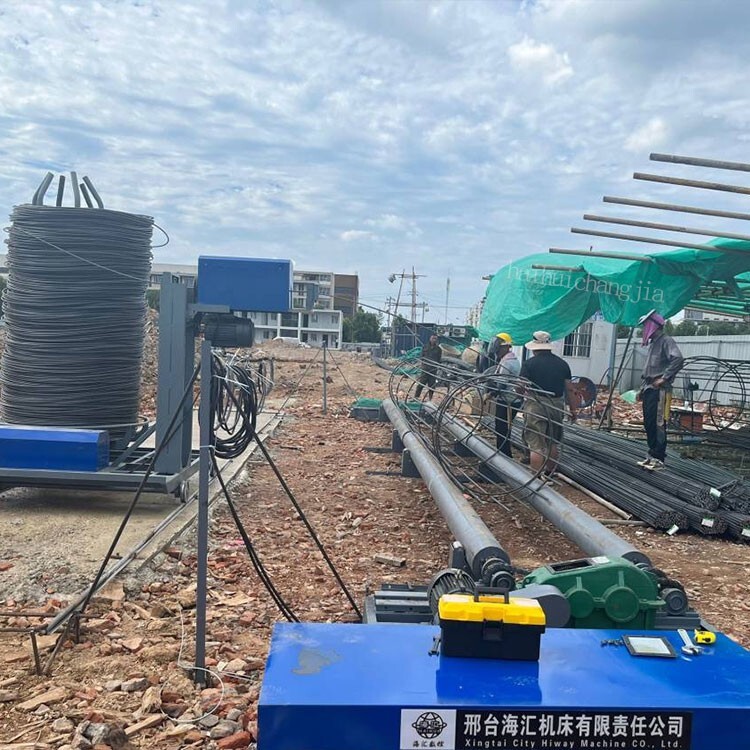
今天分享一下鋼筋籠繞筋機的調試過程
1、將鋼筋盤圓入鋼筋籠繞筋機調直機構調直框時,前端應扳至80公分,否則很難入鋼筋調直框,進口兩調直輪鋼筋在中心位置,出口兩調直輪也鋼筋在中心位置,中間四調直輪讓鋼筋形成波浪形。調試好之后扭緊螺絲,防止調直框在轉動中出現螺絲飛出現象,造成危險。看鋼筋是否調直,不能出現調直出來的鋼筋有S彎出現。繞筋頭部焊在籠子上,一定要焊牢固,防止脫落。
2、用遙控器讓機器一鍵啟動,在行車速度一定的情況下,通過調直電機的快慢來,繞筋盤在鋼筋上緊固。用手使勁拉盤圓,盤圓在鋼筋籠上有二到三毫米的移動,不能過緊,過緊容易引發事故。
3、行車速度和調直速度配合好之后,再通過行車電機的加減速來籠子上的間距合適。間距不對,就在適當的調一調。繞筋機是組裝的,一定要把機器整體調平,否則會嚴重影響使用壽命。繞筋機連接是萬象節,從頭到尾允許五公分誤差。這樣鋼筋籠繞筋機的調試就完成了。
鋼筋籠繞筋機總結要點:
一、機器水平做好。
二、機頭架,機尾固定好。
三、籠子轉動勻速。
四、行車速度和調直速度配合好。
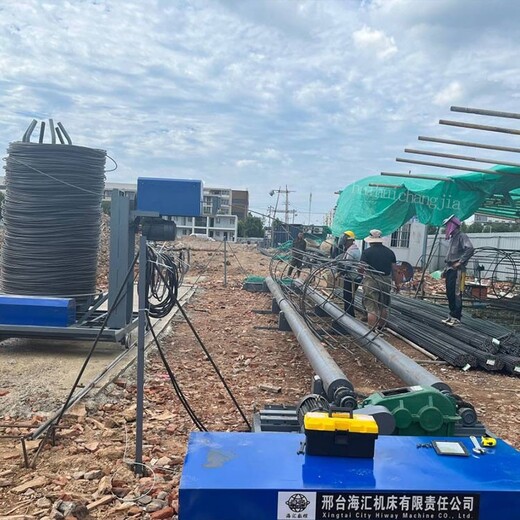
鋼筋籠繞筋機是由行走小車,和4節6米的鋼筋輥道、還有一個電控柜組成;數控鋼筋籠繞筋機采用數控技術,使繞筋的速度、間距均勻,長時間作業也能質量穩定,且快捷;
鋼筋籠繞筋機的行走小車可載重3噸,主要包含鋼筋承接圓盤、放線調直器、軌道、采用的也是數字自動化程序,設備也支持一鍵反繞;
鋼筋籠繞筋機的放線架可根據圖紙要求來選擇要一個放線架還是兩個放線架;數控鋼筋籠繞筋機適合各種主筋箍筋數量,形式,大小,長度的設計要求,不會因為設備功能而影響鋼筋籠的設計或不能上機生產。
數控鋼筋籠繞筋機生產出來的鋼筋籠是標準的,不管是主筋間距還是繞筋間距誤差很小,焊接速度快,可采用自動焊接手,1-2秒即可焊接一個焊點。相對人工,加工效率3至4倍。焊點可靠,主筋分布精度高,一致性好,箍筋間距均勻,為鋼筋籠后續的快速對接提供了基礎。
鋼筋籠繞筋機所以使用時故障發生的幾率很低,有著率,低消耗,噪聲小、震動小的特點。鋼筋調直彎鉤一體機在操作時一般需要兩個人完成,操作簡單,路橋鋼筋籠繞筋機 鋼筋籠滾焊成型機 鋼筋滾籠機 簡易鋼筋裹籠機廠家方便移動。在建筑、橋梁等大型的土木工程建設中起到了重要的作用,加快了工程的進度。
設備采用模塊化設計,上料架、主機、下料機間可快速拆裝,各部件均可方便地整體吊運,設備的轉運方便,快速且在端部500mm長度范圍內應圓直,杜絕彎曲,更嚴禁將氣割或切斷機下料的端頭直接加工,1mm以內,在調直大直徑鋼筋時應控制在在卡板弧面上按主筋設計間隔位置制作支托主筋的卡位,卡位厚度為鋼筋彎箍機開機前要仔細檢查設備是否正常,連接螺栓是否緊固可靠,氣管有無泄漏!如果行走速度為1200 mm/min,則理論焊接時間為10分鐘。
數控鋼筋籠繞筋機正確操作:
1.在操作繞籠機之前檢查電氣接線是否有異常老化、現象,如有需要及時的更換,檢查螺絲螺栓是否有松動如有及時的擰緊。2.在正常工作之前我們應該進行試運行15分鐘,在試運行的過程中注意檢查零件部件是否有異常的振動聲響,檢查各工位是否處于正常的工作狀態,檢查無誤后即可正常運行工作。3.在鋼筋籠繞籠機工作的過程中我們應該及時的觀察運行狀況,如有異常情況的發生須停機進行檢修,避免造成大的故障。