






關鍵詞 |
自動焊錫機回收廠家,深圳自動焊錫機回收,自動焊錫機回收廠家,自動焊錫機回收價格 |
面向地區 |
全國 |
隨著電子元器件的更新換代加速以及電子發展朝著微型化、小型化的方向發展,傳統的手工焊接方式已經越來越多的不能滿足生產工藝的要求,因此采用自動焊錫機 器人進行焊接時未來的一個必然選擇。
自動錫焊是一門大學問,他的原理是通過自動加熱的烙鐵將固態焊錫絲加熱熔化,同時借助于助焊劑的作用,使其流入被焊金屬之間,待冷卻后形成牢固可靠的焊接點。該過程都是靠機器本身來完成的,我們人工只需要操控機器即可。當焊料為錫鉛合金焊接面為銅時,焊料先對焊接表面產生潤濕,伴隨著潤濕現象的發生,焊料逐漸向金屬銅擴散,在焊料與金屬銅的接觸面形成附著層,使兩則牢固的結合起來。因此可以說自動焊錫是通過潤濕、擴散和冶金結合這三個物理,化學過程來完成的。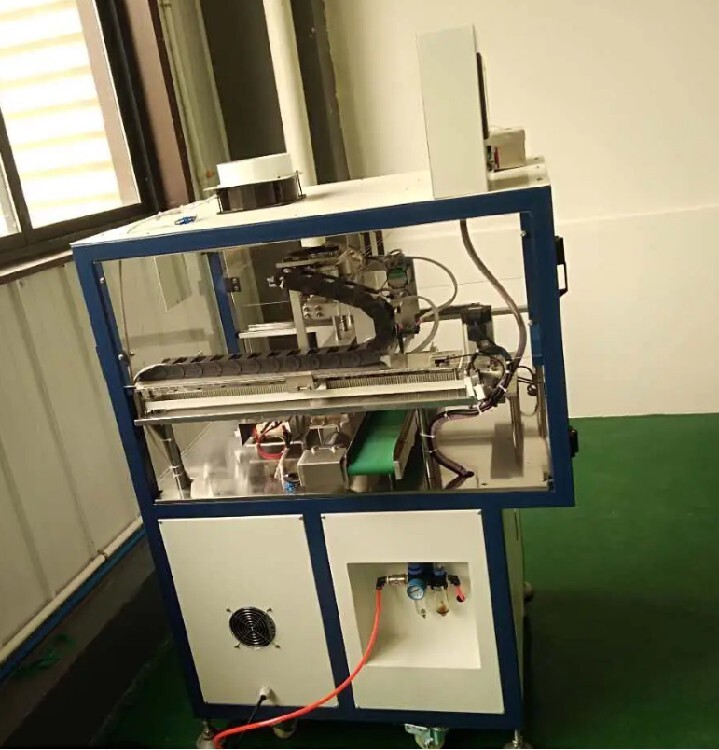
潤濕原理:潤濕過程是指已經熔化了的焊料(錫絲)借助毛細管力沿著母材金屬表面細微的凹凸和結晶的間隙向四周漫流,從而在被焊母材表面形成附著層,使焊料與母材金屬的原子相互接近,達到原子引力起作用的距離。引起潤濕的環境條件:被焊母材的表面是清潔的,不能有氧化物或污染物。打個形象的形象比喻就是:把水滴到荷花葉上形成水珠,就是水不能潤濕荷花。把水滴到棉花上,水就滲透到棉花里面去了,就是水能潤濕棉花。
冶金結合原理:由于焊料與母材相互擴散,在2種金屬之間形成了一個中間層---金屬化合物,要獲得良好的焊點,被焊母材與焊料之間形成金屬化合物,從而使母材達到牢固的冶金結合狀態。這就好比是煉鋼一樣,多種金屬融化后結合在一起。
焊接的溫度要適當,不能過高、不能過低。為了使溫度適當,應根據電子元件的大小選用功率合 適的自動焊錫機,當選用的自動焊錫機的功率一定時,應注意控制加熱時間的長短。當焊錫從烙鐵頭上 自動散落到被焊物上時,說明加熱時間已足夠。此時迅速移開烙鐵頭,被焊處留下一個圓滑的焊點。若 移開自動焊錫機后,被焊處一點錫不留或留下少,則說明加熱時間太短、溫度不夠或被焊物太臟;若移 開自動焊錫機前,焊錫就往下流,則表明加熱時間太長,溫度過高。一般烙鐵頭的溫度控制在使焊劑熔 化較快又不冒煙時為佳焊接溫度。
上錫的量要適中。可以根據所需焊點的大小來決定自動焊錫機的蘸錫量,使焊錫足夠包裹住被焊物,形成一個大小合適且圓滑的焊點。焊點也不是錫多、錫大為好,相反,這種焊點虛焊的可能性更大 ,有可能是焊錫堆積在上面,而不是焊在上面。若一次上錫量不夠,可再次補焊,但須待前次上的錫一同被熔化后再移開自動焊錫機;若一次上錫量太多,可用烙鐵頭帶走適量。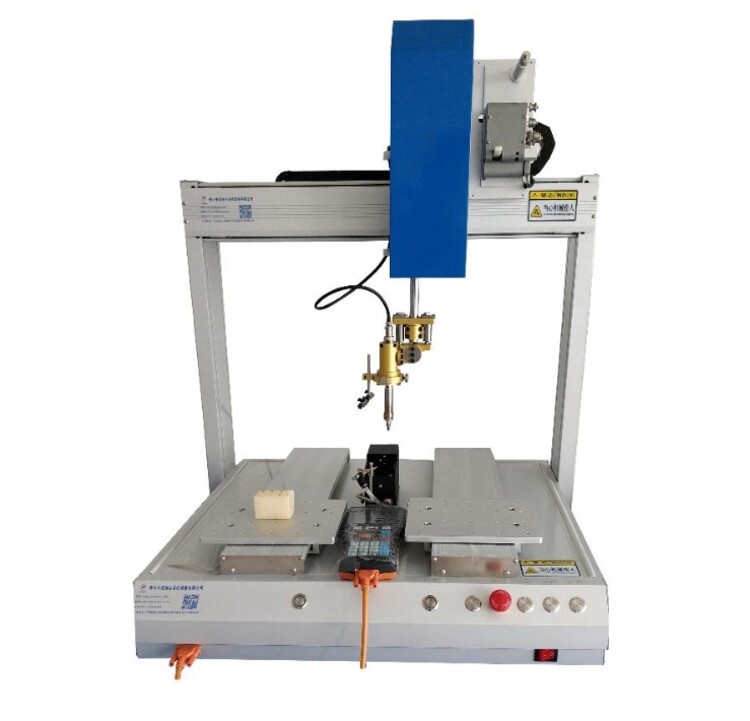
焊接時間要控制好,不能過長。焊接時間的恰當運用也是焊接技藝的重要環節。如果是印制電路板的焊接。一般以1~2S為宜。焊接時間過長,焊料中的焊劑完全揮發,失去助焊作用,使焊點表面氧化 ,造成焊點表面粗糙、發黑、不光亮、帶毛刺或流動等缺陷。同時,焊接時間過長、溫度過高,還容易 燙壞元器件或印制電路板的銅箔。若焊接時間過短,又達不到焊接溫度,焊錫不能充分熔化,影響焊劑的潤濕,易造成虛焊。
焊接點凝固的過程中,切記不要用手觸碰焊接點。焊接點在未完全凝固前,即使有很小的振動也 會使焊點變形,引起虛焊。因此,在烙鐵頭撤離之前對焊接件要予以固定,如用鑷子夾持,或烙鐵頭撤離之后快速用嘴吹氣,采取這些做法的目的,就是縮短焊點凝固的時間。
過高的溫度會減弱烙鐵頭的功能、加快其氧化,相對縮短使用壽命。在能夠工作的情況下,盡量使用低溫焊接,高溫會使烙鐵頭加速氧化。烙鐵頭壽命。如果烙鐵頭溫度超過470°C,它的氧化速度是380°C的兩倍。一般建議使用溫度350~380度。1.2mm以下小焊點350~360度,1.2mm以上大焊點380~420度。這個問題點,自動焊錫機配套的溫控自身的熱能補償能力一定要好,不然治標不治本。


















