






關鍵詞 |
淮安江蘇舊機床,揚州無心磨床回收揚州二手磨床回收廠家來電咨詢,南通二手機床回收南通收購舊機床回收廠家收購熱線,常州機械剪板機回收找常州回收二手剪板機廠家收購熱線 |
面向地區 |
購買過的用戶評價也很重要。當然想要了解一個數控車床廠家的產品質量Z直接的方式就是和購買過的客戶盡心交流。畢竟產品好與不好,只有用一用才會知道。如果單單只是從公司的資質上面來進行考量的話,那么會有著不盡了解的地方。很多人會想,怎么樣才能知道該車床的購買者的聯系方式呢?實際上這并不是一件難題。知道該類型的車床適合用于哪些行業和領域,就直接奔著這個領域的單位和工廠車間去找就可以。從使用者那里所得來的信息,機床回收是Z具有價值的。不但能夠在時間了解到產品的使用情況和質量。而且還可以知道它們的售后服務態度是什么樣的。
近幾年來,國內外臥式鏜銑床和落地銑鏜床的技術發展非常快,其特點是產品結構不斷更新,新技術應用層出不窮,工藝性能復合化,速度、效率不斷提高,精細化制造。安徽鏜銑床回收,安徽鏜床回收也會受市場影影響,北方遠騰也會與時俱進學習,主要是從以下兩點:
一,結構特點
臥式鏜銑床
臥式鏜銑床的主要關鍵部件是主軸箱,安裝在立柱側面,也有少數廠家采用雙立柱的熱對稱結構,將主軸箱置于立柱中間,這種結構Z大特點是剛性、平衡性、散熱性能好,為主軸箱高速運行提供了可靠。但是,雙立柱結構不便于維護保養,是當今采用的廠家不多的原因。主軸箱移動多通過電機驅動滾珠絲桿進行傳動,是主軸驅動核心傳動裝置,多采用靜承支承,由伺服電機驅動滾珠絲桿進行驅動。由于主軸轉速越來越高,主軸升溫快,現在,已有很多廠家將采用油霧冷卻以替代油冷卻,更有效地控制主軸升溫,使其精度得到有效。
主軸系統主要有兩種結構型式,一種是傳統的鏜桿伸縮式結構,具有鏜深孔及大功率切削的特點;另一種是現代高速電主軸結構,具有轉速高,運行速度快,、高精的優點。
高速電主軸在臥式鏜銑床上的應用越來越多,除了主軸速度和精度大幅提高外,還簡化了主軸箱內部結構,縮短了制造周期,尤其是能進行高速切削,電主軸轉速Z高可大10000r/min以上。不足之處在于功率受到限制,其制造成本較高,尤其是不能進行深孔加工。而鏜桿伸縮式結構其速度有限,精度雖不如電主軸結構,但可進行深孔加工,且功率大,可進行滿負荷加工,,是電主軸無法比擬的。因此,兩種結構并存,工藝性能各異,卻給用戶提供了更多的選擇。
現在,又開發了一種可更換式主軸系統,具有一機兩用的功效,用戶根據不同的加工對象選擇使用,即電主軸和鏜桿可相互更換使用。這種結構兼顧了兩種結構的不足,還大大降低了成本。是當今臥式鏜銑床的一大創舉。電主軸的優點在于高速切削和快速進給,大大提高了機床的精度和效率。
臥式鏜銑床運行速度越來越高,快速移動速度達到25~30m/min,鏜桿Z高轉速6000r/min。而臥式加工中心的速度更高,快速移動高達50m/min,加速度5m/s2,位置精度0.008~0.01mm,重復定位精度0.004~0.005mm。
一,主電機不能啟動
原因
1、主電機啟動電路故障,如:未釋放急停按鈕、電纜接線松動、24V控制電源等;
2、主電機啟動部分的相關元器件故障,如:熱繼電器、斷路器、交流接觸器等過載保護或已損壞;
3、電源問題;
措施
1、檢查主電機啟動電路是否有急停未釋放、接線松動,24V控制電源;
2、檢查主電機啟動電路部分的元器件是否有過載保護,若有需分析原因,檢查有無元件損壞;
3、檢查三相電源是否正常;
二,折彎時滑塊有時不能回程
原因
1、空載不能回程,可能為參數問題或液壓故障;
2、加工時不能回程,工件角度未達到設置值;
3、加工時不能回程,工件角度已超過設置值;
措施
1、調試Y軸折彎部分參數,折彎參數應根據實際調試,部分增益太小,滑塊會折不動或折不到位,太大滑塊會抖動,應該將參數調整為動作時滑塊不抖動,增益盡量大一點;或者是診斷程序中左、右閥偏置設置不好,太小Y軸不能到位,太大Y軸不能卸荷;如果 是液壓故障,需要檢查主壓力,檢查PV閥S5是否一直處于得電位置;
2、可能Y軸折彎部分參數增益設的偏小,可適當增加;或者壓力不夠,分析壓力不夠原因,是編程原因還是信號、液壓部分原因;編程原因主要有模具選擇、板厚、材質、工件長度、折彎方式等,液壓原因主要有油泵是否內泄漏,比例壓力閥是否污染或損壞,濾芯是否被堵住,油液是否已經污染等;
全自動塑料折角機屬電氣一體化全自動機械設備。根據塑料板加熱變軟熔化焊接的原理研制而成,它適合所有熱塑性材料的折角。速度快,折角處理表面美觀,強度高。液壓剪板機又分為擺式與閘式.擺式活性炭由于是圓弧運動,而圓弧刀片制作又相當困難,一般是用刀片之后做墊鐵補償,所以所得出的間隙并不,剪出來的板料也不是很理想.因為是弧形運動,其刀片也不能做成矩形,而應做成銳角,所以刀片的受力情況也不理想,刀片損傷也較厲害.做擺式剪板機國內代表為天水機床廠與沖剪機床廠.閘式液壓剪板機就克服了以上所有毛病.但目前國內廠家能做閘式剪板機的并不多。相對于剪板機,數控折彎機模具的技術含量要稍為高一點.目前國內常見的有G形的與F形的,F形的應該是國內的傳統產品,其采用是內置式可調機械擋塊定位,由于是內置式其抗偏載能力相當弱,故有黃石在早期數控折彎機模具中設有平衡閥,但也由于液壓,過繁雜,給后期維護與穩定帶來很嚴重的問題.后一種是在F型機型改進之后的G型,其采用外滑板機械定位,較之F型其更為簡單,調試更為方便,即使在兩邊角度相差的情況之下也可以由非人士加墊片得以解除問題.
現在還有一種就是H型數控折彎機模具,其結構較之前兩種有很大不同,其為杠桿式結構,一般用于大噸位數控折彎機模具,通過杠桿放大原理,把力放大.同時其采用電液數結合的位置控制,使其在同噸位的數控折彎機模具上性價比尤高.但是國內能夠生產此種機型的廠家并不多,數控液壓板料數控折彎機模具床的主要特點: WC67K型數控折彎機模具,采用鋼板焊接結構,振動時效消除應力,機床具有很好的剛性和穩定性,整個機架剛性好,工作平穩、安全可靠、操作方便,通過數控折彎機模具數控系統和液壓系統的協調控制,達到理想的折彎效果
1. 折彎模具大致由導軌,模座,上模,下模,四個部分組成。角度分88°,90°和30°三種規格(特殊模具除外)
單V槽 V4 V5 V6 V7 V8 V10 V12 等。
模座部分:單槽模座和雙槽模座。雙槽分低工位(55cm)中工位(75cm)高工位(135cm)三種。
上模部分:直劍刀,直劍(大,小)彎刀,鵝頸(大,中,小)彎刀,30度尖刀,壓平刀,簡易模具,特殊模具,圓弧刀具等。
下模部分:雙V槽 V4-V7 V5-V9 V6-V10 V7-V11 V8-V12 V15-V18等。
2.上模的選擇根據工件的避位,避釘,避螺母等結構進行合理選擇,工件需要左右避位時可選擇彎刀或左右耳刀,也可以使用特殊模具。
下模根據工件的形狀選擇下模正裝或下模反裝,主要用于避位,避釘等。當工件的尺寸小于常規尺寸而展開尺寸偏小時,在生產的前提下可使用下模偏心的方法來完成,合理的偏心量為V槽寬度的1/4。
當V槽與材料厚度的比例為6倍時,每增加或減少一個單位(1mm)工件展開尺寸應增加或減少0.10mm。當增加到極則無什么變化。
特殊模具的選擇根據它結構的本身形狀,性能,尺寸,外觀和機臺的安全度,機臺的壓力等進行合理利用。段差模的調整是根據工件段差的尺寸要求調整模具中間的填充物的多少來控制工件的尺寸。
3.不同的材料因為他的本身結構不同,所使用的刀具也不相同,所產生的耐酸堿,抗拉強度,材料硬度,拉伸系數,可塑性等不相同。選擇模具時可根據機床的壓力,結構,材質,工件展開尺寸,工藝要求,表面處理等進行合理選擇。一般情況下,鐵板類可選擇下模的槽口寬度是材料厚度的5-6倍,不小于4倍,不大于8倍。不銹鋼選擇下模的槽口是材料厚度的6-8倍,不小于5倍。鋁,銅類可選擇下模的槽口是材料厚度的8-10倍(應避免折彎時表面產生裂紋)。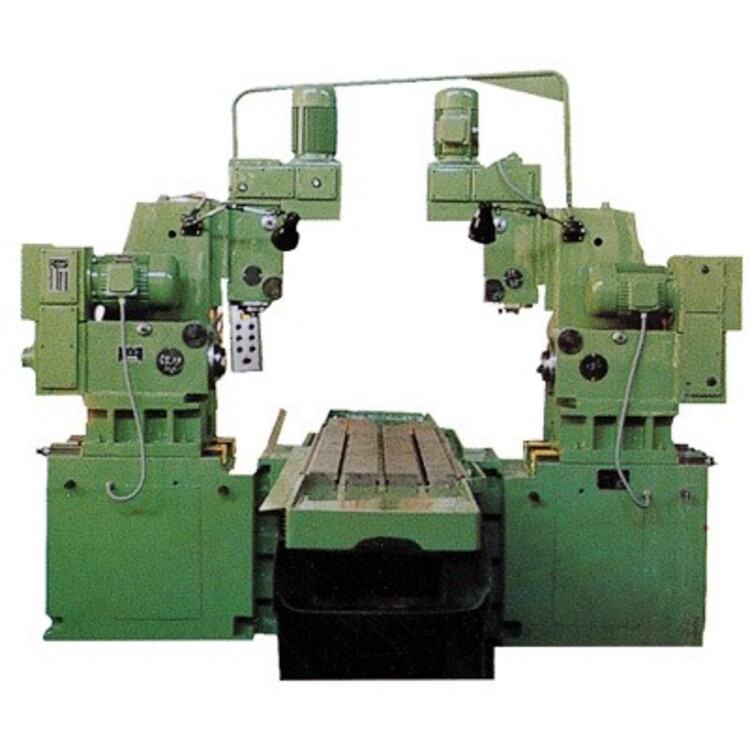
開式數控沖床又稱C型數控沖床,其結構形狀為C型,一面是開放式的。閉式數控沖床又稱o型數控沖床,其結構形狀為o型。
開式數控沖床加工與閉式數控沖床不僅在結構方面差異,在生產使用過程中差異更為,總體來說,閉式數控沖床加工優于開式數控沖床,閉式數控沖床加工表現受到更多鈑金生產廠家的青睞。
閉式數控沖床與開式數控沖床的區別主要表現在以下幾個方面,在機器的喉深與沖壓力方面,開式數控沖床的后身一般在1250mm,一旦超過1250mm其加工精度會受到嚴重影響,所以這些對一些加工精度要求較高的廠家來說是不利的。而閉式數控沖床完全克服了開式數控沖床的這一弊端,其喉深可以達到1500mm。 另外,開式數控沖床在喉深1250mm時,其沖壓力在25噸左右,很難達到30噸。而閉式數控沖床的沖壓力可達30噸以上,閉式數控沖床在此方面的表現略勝一籌。
另外,在加工精度方面,開式數控轉塔沖床轉塔換模時,調整較為麻煩,送料平臺與沖床的平行度很難,易發生傾斜,導致加工產品毛刺的產生。這是開式數控沖床加工在使用過程令使用者較為頭疼的問題。生產廠家對數控沖床、高速、的追求,確實使其技術性能得到了不斷提高,但這卻使操作人員成為機床效能發揮的障礙。因此,沖床自動上下料裝置、外置模具庫自動換模裝置成為數控沖床的一部分被提上了日程,產生了閉式數控沖床。閉式數控沖床加工就完全沒有毛刺等問題產生,因為閉式數控沖床轉塔換模時是一體的,自動調整,生產加工一氣呵成,在程度上了加工的精度,避免了此類問題的產生。
再次,在加工效率方面。開式數控沖床加工沖壓次數在220次左右,低速時在160次左右,才能加工精度。如果超過220次數,不但加工精度難以,而且對機器的磨損也極為嚴重,而閉式數控沖床在低速運轉時就可達180次,高速時在精度的前提下,可以達到260沖次,提高了生產效率。
在人們普遍注重效率的今天,閉式數控沖床更受歡迎,市場占有率更高。在鈑金加工領域,閉式數控沖床加工以其顯著優勢迅速發展,技術不斷,有逐漸取代開式數控沖床的趨勢。
江蘇本地江蘇舊機床熱銷信息




















