






關鍵詞 |
東莞自動焊錫機回收,二手自動焊錫機回收,自動焊錫機回收廠家,自動焊錫機回收電話 |
面向地區 |
全國 |
在手工焊接過程中,其焊接速度、送錫量、焊接時間等受人為因素影響較大,焊接質量取決于工人操作經驗。當使用自動焊錫機自動焊錫時,其產品在焊接過程中的關鍵參數都是單設定的,設置完成導入設備后只需要人工輔助放料即可,完全可以消除對技術工人依賴,減少了人為因素對產品焊接質量的干擾。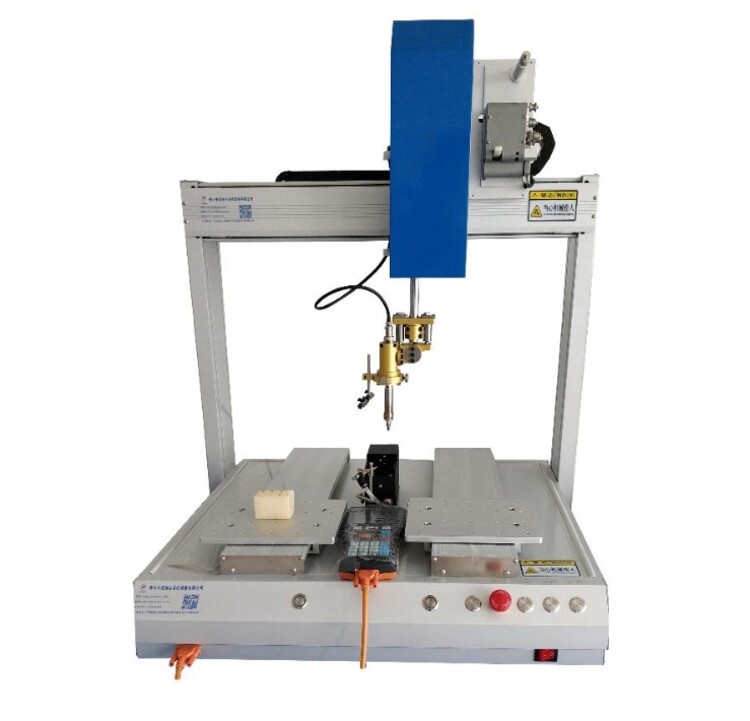
自動錫焊是一門大學問,他的原理是通過自動加熱的烙鐵將固態焊錫絲加熱熔化,同時借助于助焊劑的作用,使其流入被焊金屬之間,待冷卻后形成牢固可靠的焊接點。該過程都是靠機器本身來完成的,我們人工只需要操控機器即可。當焊料為錫鉛合金焊接面為銅時,焊料先對焊接表面產生潤濕,伴隨著潤濕現象的發生,焊料逐漸向金屬銅擴散,在焊料與金屬銅的接觸面形成附著層,使兩則牢固的結合起來。因此可以說自動焊錫是通過潤濕、擴散和冶金結合這三個物理,化學過程來完成的。
擴散原理:伴隨著潤濕的進行,焊料與母材金屬原子間的相互擴散現象開始發生。通常原子在晶格點陣中處于熱振動狀態,一旦溫度升高。原子活動加劇,使熔化的焊料與母材中的原子相互越過接觸面進入對方的晶格點陣,原子的移動速度與數量決定于加熱的溫度與時間。這個我們可以再焊接過程中清晰的看到,就是錫絲融化后流開的現象。
吹氣,進而保持烙鐵頭部的清潔。因為通電的自動焊錫機烙鐵頭頭長期處于高溫狀態,其表面很容易氧化或燒死,使烙鐵頭導熱性能變差而影響焊接質量。因此,為了能提高烙鐵頭的壽命,設置自動吹氣功能。可用濕海綿擦烙鐵頭上的雜質,溫度過高時,可暫時拔下插頭或蘸松香降溫,隨時使烙鐵頭上錫良好。
上錫的量要適中。可以根據所需焊點的大小來決定自動焊錫機的蘸錫量,使焊錫足夠包裹住被焊物,形成一個大小合適且圓滑的焊點。焊點也不是錫多、錫大為好,相反,這種焊點虛焊的可能性更大 ,有可能是焊錫堆積在上面,而不是焊在上面。若一次上錫量不夠,可再次補焊,但須待前次上的錫一同被熔化后再移開自動焊錫機;若一次上錫量太多,可用烙鐵頭帶走適量。
當一個焊接點完成焊接時,烙鐵頭撤離角度的選取也是尤為重要的。當烙鐵頭沿斜上方撤離時, 烙鐵頭上帶走少量的錫珠,它可形成圓滑的焊點;當烙鐵頭垂直向上撤離時,可形成拉尖毛刺的焊點;當烙鐵頭以水平方向撤離時,烙鐵頭可帶走大部分錫珠。
溫度不要太高(不要超過300℃),用錫覆在烙鐵頭上,然后用清潔海綿擦拭干凈,以便去除包在上面的氧化物,后把烙鐵溫度調至所需使用溫度進行使用。目的是防止其在高溫下被氧化。
過高的溫度會減弱烙鐵頭的功能、加快其氧化,相對縮短使用壽命。在能夠工作的情況下,盡量使用低溫焊接,高溫會使烙鐵頭加速氧化。烙鐵頭壽命。如果烙鐵頭溫度超過470°C,它的氧化速度是380°C的兩倍。一般建議使用溫度350~380度。1.2mm以下小焊點350~360度,1.2mm以上大焊點380~420度。這個問題點,自動焊錫機配套的溫控自身的熱能補償能力一定要好,不然治標不治本。
如果烙鐵頭上有黑色氧化物,烙鐵頭就可能會不上錫,此時立即進行清理。清理時先把烙鐵頭溫度調到約250°C,再用清潔海綿清潔烙鐵頭,然后再上錫。不斷重復動作,直到把氧化物清理為止。 這一點要養成好習慣。保養重要!





















