






關鍵詞 |
自動焊錫機回收,自動焊錫機回收電話,惠州自動焊錫機回收,自動焊錫機回收價格 |
面向地區 |
全國 |
在手工焊接過程中,其焊接速度、送錫量、焊接時間等受人為因素影響較大,焊接質量取決于工人操作經驗。當使用自動焊錫機自動焊錫時,其產品在焊接過程中的關鍵參數都是單設定的,設置完成導入設備后只需要人工輔助放料即可,完全可以消除對技術工人依賴,減少了人為因素對產品焊接質量的干擾。
自動錫焊是一門大學問,他的原理是通過自動加熱的烙鐵將固態焊錫絲加熱熔化,同時借助于助焊劑的作用,使其流入被焊金屬之間,待冷卻后形成牢固可靠的焊接點。該過程都是靠機器本身來完成的,我們人工只需要操控機器即可。當焊料為錫鉛合金焊接面為銅時,焊料先對焊接表面產生潤濕,伴隨著潤濕現象的發生,焊料逐漸向金屬銅擴散,在焊料與金屬銅的接觸面形成附著層,使兩則牢固的結合起來。因此可以說自動焊錫是通過潤濕、擴散和冶金結合這三個物理,化學過程來完成的。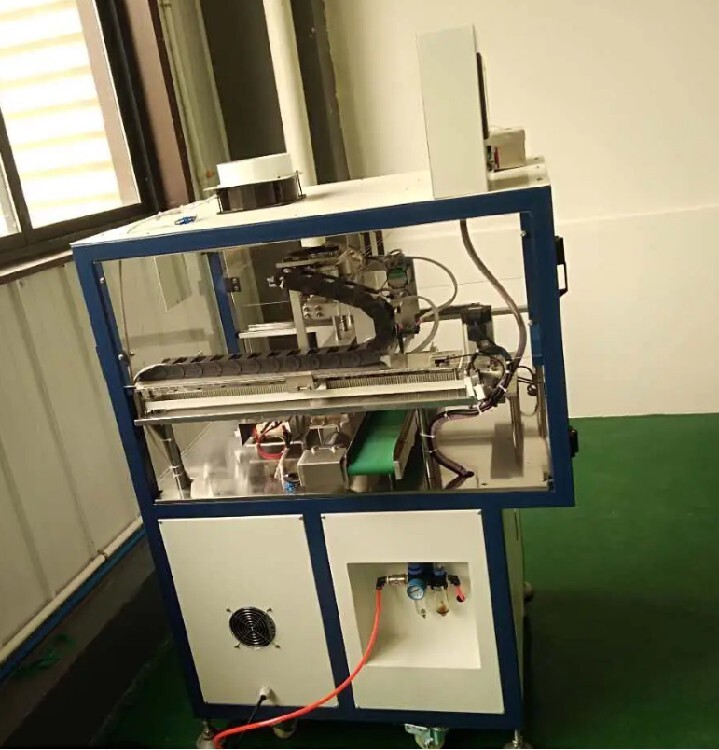
潤濕原理:潤濕過程是指已經熔化了的焊料(錫絲)借助毛細管力沿著母材金屬表面細微的凹凸和結晶的間隙向四周漫流,從而在被焊母材表面形成附著層,使焊料與母材金屬的原子相互接近,達到原子引力起作用的距離。引起潤濕的環境條件:被焊母材的表面是清潔的,不能有氧化物或污染物。打個形象的形象比喻就是:把水滴到荷花葉上形成水珠,就是水不能潤濕荷花。把水滴到棉花上,水就滲透到棉花里面去了,就是水能潤濕棉花。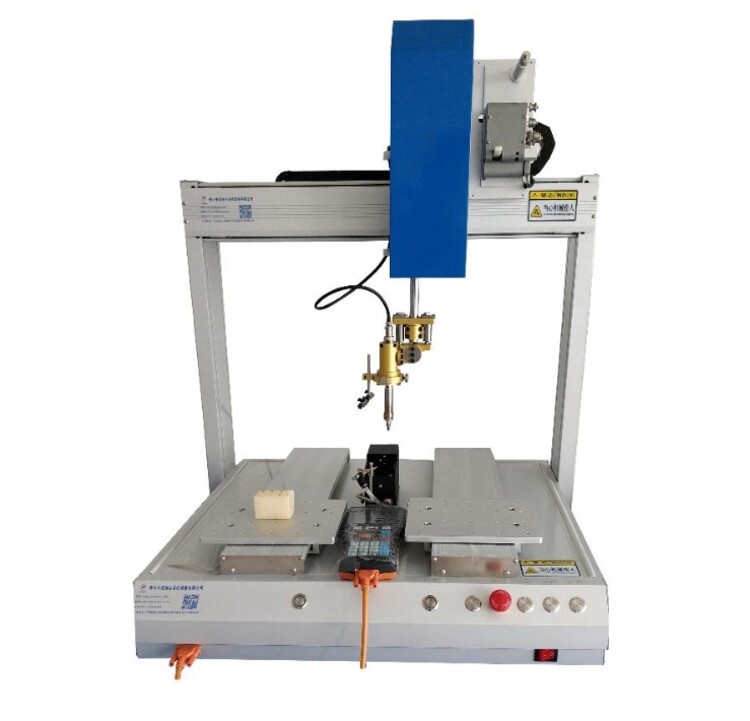
焊接時間要控制好,不能過長。焊接時間的恰當運用也是焊接技藝的重要環節。如果是印制電路板的焊接。一般以1~2S為宜。焊接時間過長,焊料中的焊劑完全揮發,失去助焊作用,使焊點表面氧化 ,造成焊點表面粗糙、發黑、不光亮、帶毛刺或流動等缺陷。同時,焊接時間過長、溫度過高,還容易 燙壞元器件或印制電路板的銅箔。若焊接時間過短,又達不到焊接溫度,焊錫不能充分熔化,影響焊劑的潤濕,易造成虛焊。
當一個焊接點完成焊接時,烙鐵頭撤離角度的選取也是尤為重要的。當烙鐵頭沿斜上方撤離時, 烙鐵頭上帶走少量的錫珠,它可形成圓滑的焊點;當烙鐵頭垂直向上撤離時,可形成拉尖毛刺的焊點;當烙鐵頭以水平方向撤離時,烙鐵頭可帶走大部分錫珠。
烙鐵頭發熱芯內置于烙鐵頭內部,產生的熱量會全部吸收到烙鐵頭的銅質部分中去,熱量損耗極少,導熱率高及熱量利用率。不需要太大的功率,也能提供非常強的熱量供給。
過高的溫度會減弱烙鐵頭的功能、加快其氧化,相對縮短使用壽命。在能夠工作的情況下,盡量使用低溫焊接,高溫會使烙鐵頭加速氧化。烙鐵頭壽命。如果烙鐵頭溫度超過470°C,它的氧化速度是380°C的兩倍。一般建議使用溫度350~380度。1.2mm以下小焊點350~360度,1.2mm以上大焊點380~420度。這個問題點,自動焊錫機配套的溫控自身的熱能補償能力一定要好,不然治標不治本。
進行焊接工作前先把清潔海綿濕水,再擠干多余水份。這樣才可以使焊頭得到好的清潔效果。如果使用非濕潤的清潔海綿,會使烙鐵頭受損而導致不上錫。 或是用柔軟的電動清潔刷進行養護物的清除。
如果烙鐵頭上有黑色氧化物,烙鐵頭就可能會不上錫,此時立即進行清理。清理時先把烙鐵頭溫度調到約250°C,再用清潔海綿清潔烙鐵頭,然后再上錫。不斷重復動作,直到把氧化物清理為止。 這一點要養成好習慣。保養重要!




















