關(guān)鍵詞 |
荊門中高桿燈,中高桿燈廠家供應(yīng),荊門中高桿燈,中高桿燈批發(fā) |
面向地區(qū) |
全國 |
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內(nèi),每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質(zhì)問題都會導(dǎo)致焊縫不美觀、不光潔,氣孔、焊渣較多的現(xiàn)象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質(zhì)量要好,煜工師傅要對不同厚度板材進行調(diào)整電流 電壓以及焊速。
精工下料
泰耀照明電焊:電焊是指利用電能,通過加熱或加壓,或兩者并用,并且用或不用填充材料,使焊件達到原子結(jié)合的焊接方法。用于電焊的加工設(shè)備叫電焊機,采用焊條焊接,對焊工技術(shù)要求較高,不容易掌握。焊接水平高(如魚鱗焊),無需打磨處理。泰耀照明通常使用的焊接工藝有打坡口焊接,陰焊(內(nèi)焊)、陽焊(外焊)、鉚釘焊、套焊、撞焊、拼焊、分段焊、均勻焊、點焊、滿焊。
鍍鋅工藝
泰耀照明鍍鋅的作用是保護燈桿不受腐蝕,鍍鋅方式有熱鍍鋅、 冷鍍鋅、滲鋅。
熱鍍鋅:(成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷卻 藥化-清洗-打磨-熱鍍鋅完工),要求
均值厚度達到85μm以上
納米滲鋅:(成品拋丸除銹處理-浸鋅液-高溫烘烤使錢辛液附著于桿件),鋅層厚度均值30-35μm
泰耀照明噴塑:鍍鋅后桿件返廠-燈桿較直根據(jù)不同規(guī)格的絲牙進行攻牙,上螺栓--粗打磨(去鋅渣360無死角打
磨,打磨后要求鋅層均值厚度達到65um)-焊接拼接處或整桿刮高溫膩子自然風(fēng)干后再用氣磨機精磨。
根據(jù)特定工藝要求可整桿進行水磨研磨拋光處理,確保桿件表面光滑平整,按所需顏色噴涂塑粉,檢
查桿件噴涂表面是否有堆粉、積粉,確認(rèn)好沒問題,將噴好塑粉的燈桿送至烘箱內(nèi)進行高溫烘烤。爐
內(nèi)溫度一般為200-230°進行烘烤45分鐘左右后出爐,然后冷卻30多分鐘左右,將其燈桿卸在格登上
進行全面檢查,對有氣泡、漏底、釘眼、堆粉、等瑕疵進行氣磨修復(fù)處理(無特別要求,采用電腦調(diào)
漆修補即可,高標(biāo)準(zhǔn)的重新噴塑,采用油漆修補成本低、速度快,但會有色差,修補處耐候性差
再次噴塑修復(fù),成本高,速度慢,無色差、耐候性好。
噴塑厚度均值厚80-120um(附著力較強),過厚影響附著力,噴塑附著力檢測:百格檢測(工具:百格刀)
并采用3M膠帶,粘粘數(shù)次不易脫落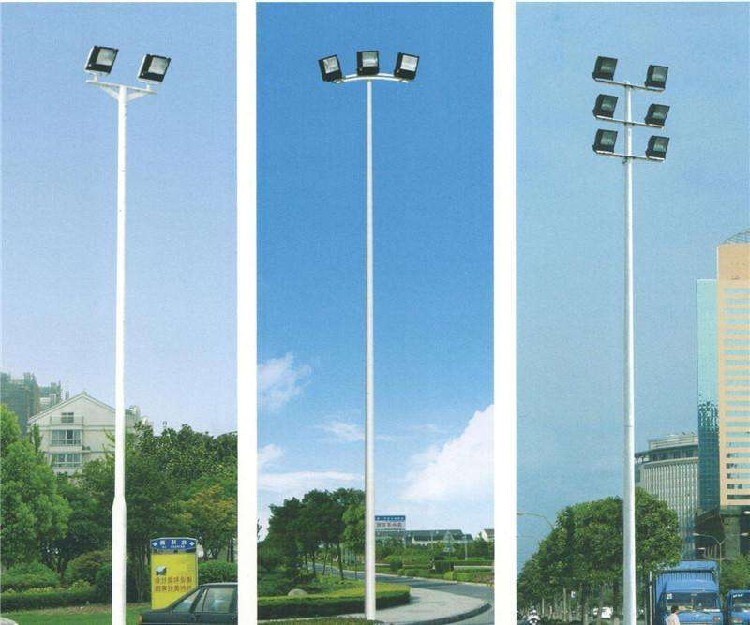
一般可分為升降式和非升降式。升降式主桿高度一般是18米以上,電動升降操作方便,燈盤升至工作位置后,能自動將盤自動脫、掛溝,鋼絲繩卸和。
升降式高桿燈設(shè)手動和電動兩種升降控制方式,使燈盤可以安全可靠地降到離地面2.5米處,方便維護工作。手動遙控裝置引出線的長度為10米,操作人員在5米處遙控?zé)舯P的升降,這樣可確保操作人員的人身安全。升降式高桿燈還配備一段備用電纜,當(dāng)燈盤降至低位置時,該電纜一端插入電氣控制系統(tǒng)的插座內(nèi),另一端插入燈盤上的接線盒內(nèi),如此就能對燈盤直接供電,檢修燈具。
升降式高桿燈所有燈具的密封等級為IP65國際標(biāo)準(zhǔn),以防止塵土、雨水的浸入,燈泡的使用壽命。燈具的材料一般采用耐腐蝕性好的鋁合金板和不繡鋼。
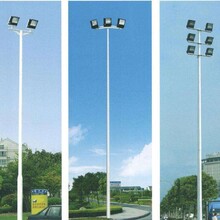
我們平時說的高桿燈,其實根據(jù)用途是千差萬別的,根據(jù)不同使用場合對高桿燈的分類和叫法各不一樣。比如碼頭用的,叫做碼頭高桿燈,廣場用的,叫做廣場高桿燈,以此命名的有港口高桿燈,機場高桿燈,防爆高桿燈,不銹鋼高桿燈等等。通常認(rèn)為超過15米的路燈桿,就叫高桿燈,15-40米不等,常用的是15米、18米、20米、25米、30米這5種規(guī)格常見。其他的一般都是客戶要求設(shè)計具體的高度,這個也就是我們常說的按高度來劃分的高桿燈。
全國中高桿燈熱銷信息