





關鍵詞 |
杭州中高桿燈,中高桿燈安裝,中高桿燈定制,中高桿燈安裝 |
面向地區 |
全國 |
管材常規長度6米,有部分常規有 ,其他長度尺寸需要定制(起定時間需要一周以上)一般有250*250(以下)*4-6mm規格方管相對容易定制,其他的定制時間比較長材質一般是Q235比較容易定制,其他材質需要有起定量和較長時間
異形管材、異形尺寸需要定制和開模,開模時間需要12天-15天,生產周期一般需要一周左右,具體的生產時間需要根據數量確定。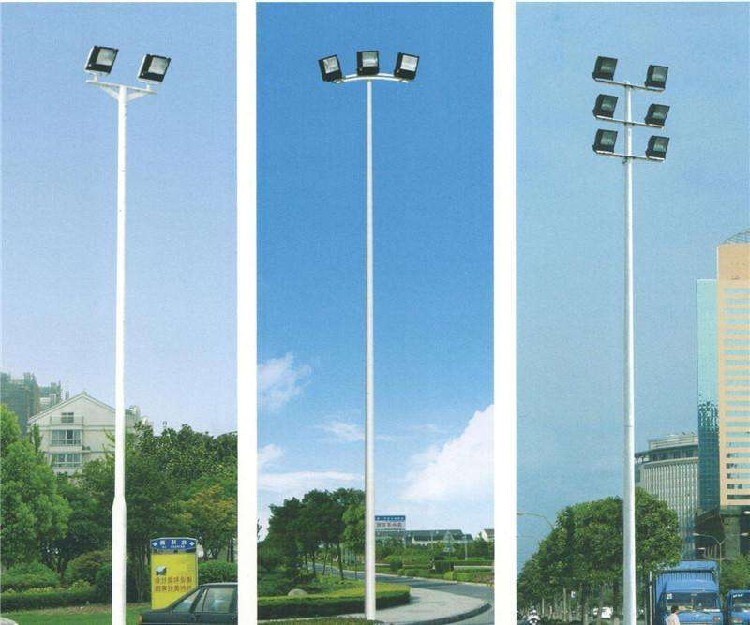
泰耀照明工序
卷桿:錐度比正常情況在千分之11-13,大千分比不超過9-15,否則變形量會很大
口徑誤差:錐度桿下口徑一般在5mm左右,八角桿和12邊形桿下口徑一般5-10mm
泰耀照明焊接:薄板4mm以內,每米有氣孔、砂眼或者焊瘤(如下圖)1-2個,4mm以上的氣孔、砂眼或者焊瘤2米
允許1-2個,板材厚度越厚,焊接表面相對更加光滑平整,厚板焊接是情況要打坡口焊接。(板材如有銹跡、油污或者因板材質問題都會導致焊縫不美觀、不光潔,氣孔、焊渣較多的現象。綜上所述焊接工藝一般情況下是由原材料、焊接技能以及焊劑所決定。
銹跡:板材有銹跡先人工對有銹跡處焊縫進行打磨,然后在進行焊接 ,焊劑要球干燥質量要好,煜工師傅要對不同厚度板材進行調整電流 電壓以及焊速。
精工下料
鍍鋅工藝
泰耀照明鍍鋅的作用是保護燈桿不受腐蝕,鍍鋅方式有熱鍍鋅、 冷鍍鋅、滲鋅。
熱鍍鋅:(成品酸洗-水洗-加助鍍液-烘干-掛鍍-冷卻 藥化-清洗-打磨-熱鍍鋅完工),要求
均值厚度達到85μm以上
納米滲鋅:(成品拋丸除銹處理-浸鋅液-高溫烘烤使錢辛液附著于桿件),鋅層厚度均值30-35μm
配置
1.燈桿為八棱、十二棱、十八棱錐形桿體,由高強度鋼板經剪制、折彎、自動焊接成形,一般高度有25、30、35、40等規格,設計大抗風能力可達60米/秒,每種規格由3至4節插接組成。配法蘭鋼底盤,直徑1米至1.2米,厚30mm至40mm。
2.功能性以框架結構為主,也有以裝飾性為主材料以鋼通、鋼管為主,燈桿、燈盤采用熱浸鋅處理。
3.電動升降系統由電動馬達、卷揚機、三組熱浸鍍鋅控鋼絲繩及電纜等組成。燈桿體內安裝,升降速度為每分鐘3至5米。
4.導向、卸荷系統由導向輪和導向臂組成,確保燈盤在升降過程中不會發生橫向移動,燈盤上升到位時,能將燈盤自動脫落并由掛鉤鎖定。
5.照明電器系統設6—24盞400w—1000w金鹵(白光)、投光、泛光燈具,電腦時控器可自動控制開關燈時間及部分照明或全照明。
6.防雷系統:燈頂加裝1.5米長避雷針,地下基礎裝1根1米長接地線并與地下螺栓焊接。
系統中的電路的導電體廣泛采用銅基鍍銀,以電氣連接的良好接觸。升降式高桿燈的升降系統是通過電動機、(電磁制動式)蝸輪蝸桿減速器、安全聯軸器、主鋼絲繩、副鋼絲繩、分繩器及動滑輪組等部件驅動燈盤的升降。蝸輪蝸桿減速器的自鎖能力強,傳動緊湊,傳動比很大,為了減小蝸輪、蝸桿變速比,減小上升扭矩,特別增加了一組動滑輪,使燈盤的升降速度小于0.2米/秒。
各種緊固件墊圈、卡圈等零件也都采用熱鍍鋅件或不繡鋼。燈盤上設有6組導向滑輪組及三組以上制動裝置,在燈盤的提升或下降過程中呈120度分布的導向輪沿燈桿表面滾動,燈盤不產生擺動。燈盤的導向輪與燈桿表面接觸的工作部分表面采用橡膠熱壓合工藝。為了充分燈盤到極限位置時自動停車,燈盤上升、下降運動都裝性能可靠的限位開關,并設有超行程保護。
高桿燈燈盤的升降是靠改變電動機的旋轉方向來實現。為了安全防盜,長方形空腔配有密封門,密封門上裝有特制的門鎖。