波峰焊加裝冷卻裝置的主要目的是加速焊點的凝固,因為無鉛焊接溫度相對來說比有鉛焊接溫度高20度左右,這樣的話,焊點在凝固的時候表面的冷卻和焊點內部的冷卻速度將會加大,形成錫裂.縮錫,有的還會從PCB板內排出氣體形成錫洞,針孔等不良.加裝了冷卻裝置后,加速了焊點的冷卻速度,使焊點在脫離波峰后迅速凝固,大大降低了類似情況的發生.?在做無鉛工藝時波峰焊出口處往往需要安裝冷氣機。根據實驗,冷卻越快,冷卻的速率越大,則焊點越牢固,越漂亮。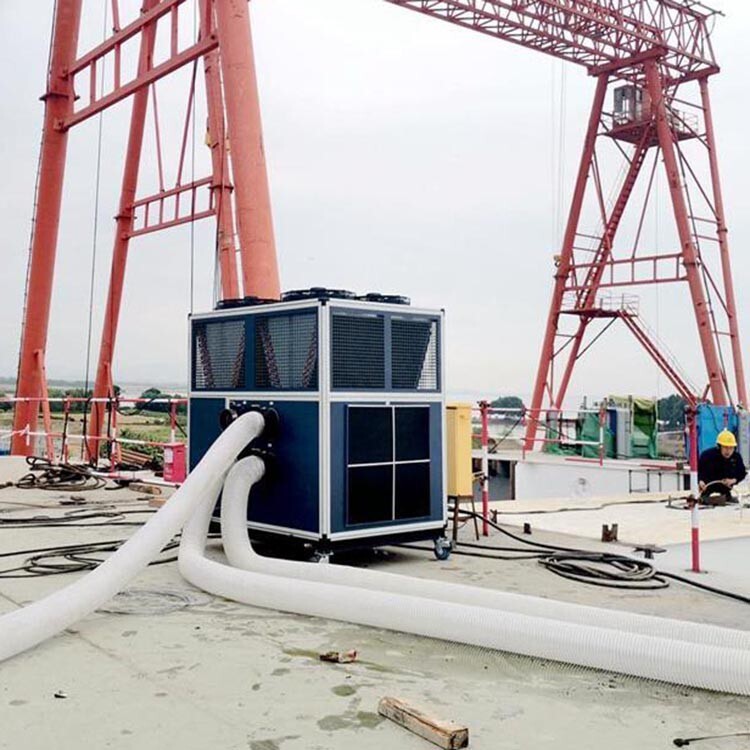
工業冷風機制冷溫度:2HP-15HP風冷式工業冷風機風管出口制冷溫度一般可以控制在-35℃至18℃。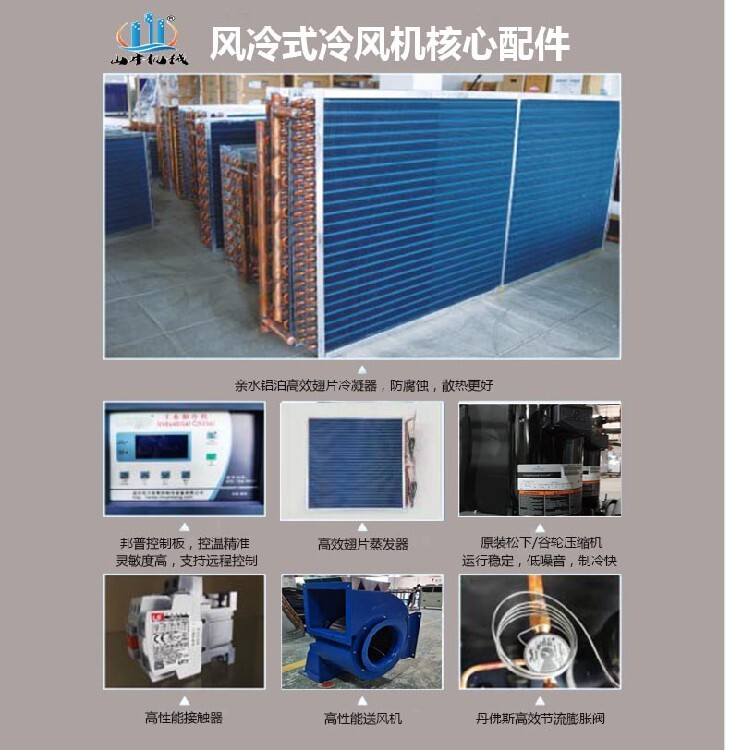
采用電熱化霜型帶雙重過熱保護,因化霜失控導致冷庫溫度升高和發生火災的隱患;
提供微壓差控制器選裝件,智能控制化霜頻率,做到“有霜則化、無霜不化”,與目前普遍采用的定時定頻次化霜相比,可以減少化霜引起的溫度回升和節省化霜的能耗;
提供不同的殼體材質選擇:鋼板噴塑、不銹鋼、防銹鋁合金;
采用防氧化氣體保護焊接工藝,系統內清潔度高;
盤管以新穎方式布置,以減小風側阻力,接觸熱阻小,傳熱;
采用的風機電機,防潮濕、耐低溫、風量大、噪聲低、運轉平穩可靠;
出風溫度在-35℃~+20℃,可根據客戶要求來選型。
根據制冷系統原理,低溫低壓的液態冷媒在蒸發器里面與周圍水進行熱交換蒸發器吸收水的熱量,蒸發成低溫低壓的氣態,蒸發過程中冷媒溫度不變,低溫低壓氣態的冷媒進入到壓縮機,經壓縮機壓縮,被壓縮成高溫高壓的氣態,然后進入冷凝器,在冷凝器里與室內的介質進行熱交換,高溫高壓的氣態的部份熱量被介質吸收,介質溫度升高,冷媒放熱冷凝器變成高溫高壓液態,冷凝器過程溫度不變,然后進入膨脹閥進行節流,節流是迅速降溫的過程,冷媒變成低溫低壓的液態,此過程后的冷媒再進入到蒸發器進行換熱蒸發,從而實現制冷系統的整個過程,這種循環是連續進行的,水才得以連續不斷的制冷,再通過風機把冷氣從風口送入所需要隆溫的目的地。
在工廠的流降溫是指生產出來的產品因溫度過高,如果自然降溫會降低產能,所以需要配備工業冷風機組在流水線上直接降溫,這樣一來就可會大大的提高了產能,同時也不會延誤產品的交期。












