紙板耐破度測定儀使用方法
1. 接通電源,按下電源開關后電源指示燈亮。
2. 通電大約30秒后顯示器自動進入測試狀態,即為0.00顯示,此時顯示器不再跳動。
3. 檢查油杯的頂針是否鎖緊,如果沒有鎖緊必需將其鎖緊。
4. 將待測物品置入壓盤下,將壓力手輪向順時針轉動,當壓力表上指示7㎏/㎝2后,將定壓螺母鎖緊。
5. 按下清零,確保顯示器顯示為0.00后,再按下峰值鍵。
6. 一切準備好后,按下電機啟動按鈕,將加壓手柄向胸前扳動,此時為加壓狀態。
7. 當測試試片破裂后,顯示器上顯示Z大壓力值,此時將加壓手柄向后推動,此時為減壓狀態。
8. 按下電機停止按扭,注意不要關掉電源開關。
9. 當Z大值保留時,按功能鍵兩次,保存Z大值。
注意事項
應在液壓傳感器規定的壓力范圍內工作,以免損壞和影響傳感器的精度。
在電腦測控耐破度儀使用中,由于活塞的往復運動和各連接處在密封情況下,有可能微量的空氣進入儀器的內腔,這些殘留空氣的存在將直接影響測試精度。
針對此問題,儀器設置了排氣機構,在儀器使用一定時期后進行排氣;排氣完畢,重新校對膠膜高度和阻力,方能進行工作。
耐破強度是指在實驗條件下,紙或紙板在單位面積上所能承受的垂直于試樣表面的均勻增加的大壓力。耐破強度體現出紙箱對流通過程中搬運、裝卸、撞擊、撕扯力量的承受能力,是紙箱綜合性能的評價方法之一。此外,不同的地區和不同的紙箱廠對耐破強度的稱謂也不盡相同,除耐破強度外,還有爆破強度、破裂強度之稱,有些地方耐破強度俗稱為“打磅”。
紙板耐破儀的膠膜比紙張耐破儀的阻力大,正常使用時紙板耐破儀橡膜的阻力值在200KPa左右,而紙張耐破儀橡膜的阻力值在30KPa,當原紙耐破度底于350kpa時,用紙板耐破測試;膠膜阻力會疊加到原紙耐破度上,而紙張耐破儀阻力很小,影響自然也小。因此原紙耐破度底于350KPa時,紙板耐破儀測試結果會明顯偏高。
紙箱耐破度測試儀是一種用于測定各種紙板及單層和多層瓦楞紙板,也可用于絲綢、棉布等非紙質的耐破強度測試的測量儀器。工作原理是采用訊號傳輸壓力,將試片置于膠模上,用試片夾緊,然后均勻地施加壓力,使試樣與膠膜一起自由凸起,直至試樣破裂為止,施加液壓大值是試片耐破強度值。
影響耐破強度的因素
1、瓦楞紙箱的耐破強度由構成紙板之內層﹑外層及中隔原紙本身的耐破強度決定,與瓦楞芯紙無關。
2、原紙本身的耐破強度主要由原紙纖維決定。耐破度與纖維長度和纖維間的結合力有關﹐纖維長度增加﹐纖維間結合力增大﹐都使耐破度提高。原木漿抄造的紙張耐破較回收漿高,針葉林木漿抄造的紙張耐破較闊葉漿高。此外,在抄造原紙的過程中適當加入一些助劑也有助于提高原紙的耐破強度。
3、紙板水份含量在5%~6%時,耐破值*大。水份含量8~14%范圍內變化時,耐破值變化不超過5%,但水份含量達到18%時耐破值下降幅度可達10%左右。也就是說瓦楞紙箱在相對濕度為50%RH~80%RH的環境存放,其耐破強度變化幅度很小,因此可以免去試樣溫濕平衡處理過程,從而大大縮短測試時間。
4、 原紙或紙箱存貯環境以25±5℃,55 ±5%RH環境為宜。
5、卷筒紙在倉庫長時間堆放會造成原紙纖維疲勞,造成耐破下降。實驗表明:原紙堆放時間超過3個月,其耐破值會下降5~8%;堆放時間超過6個月,耐破強度將達到10%以上。因此,紙箱廠在原紙使用時應盡量做到先出。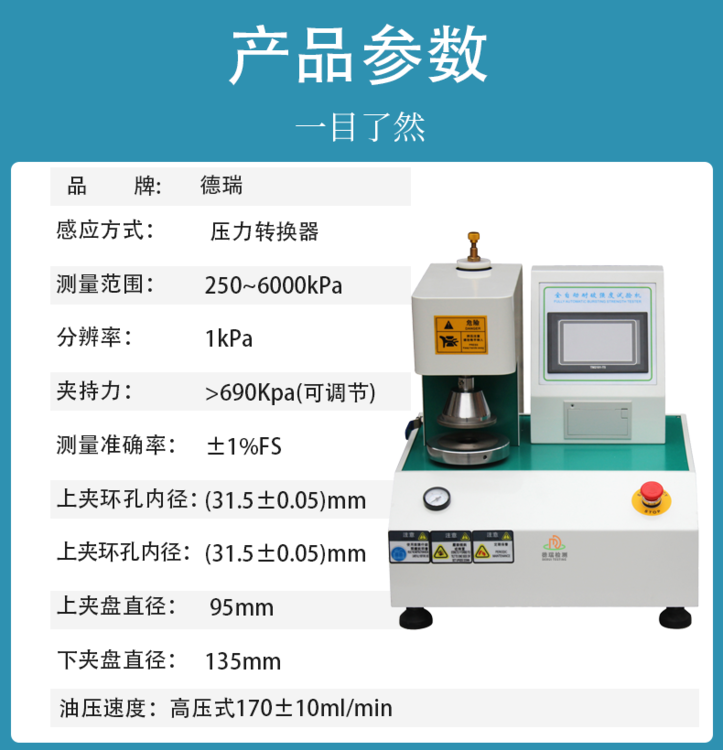
橡皮膜更換
1、用儀器扳手取下下壓盤,將橡皮膜拿出,加滿甘油后,放上新橡皮膜,將正壓盤壓住橡皮膜,再將下壓盤鎖緊環鎖緊。
2、橡皮膜換好后,松開油杯上的螺絲,用手按一下模皮膜,油杯里面會有氣泡冒出,多按幾次,直到沒有氣泡為止。然后鎖緊油杯上的螺絲就可以了。
注:橡皮膜通常用30-60天更換一次。
破裂強度試驗機使用特點
(1)接通破裂強度試驗機電源,按儀器面板上的綠色按鈕開關,注意電動機的旋轉方向與塵罩透明面板標志的紅色箭頭方向是否一致,出現“嗒嗒”聲時,說明電機轉向已錯,需停機改變電機方向。
(2)將按標準規定采取的試樣放在上夾環與下夾環間。
(3)順時針旋轉手輪,使試樣夾緊于兩夾環之間,當手輪旋緊到壓力表所反映的單位壓力值為以下數值時需停止加壓:1.25 MPa,此時上下夾環夾緊為720 MPa。
(4)向左推進手柄,離合器與齒輪結合,螺桿軸帶動活塞向前推進,對液體硅油加壓,直至試樣破裂,數位顯示出試樣的耐破度。試樣破裂被限位器推到中間位置,活塞停止移動。完成上述動作后,儀器可進行次工作。
(5)破裂強度試驗機逆時針旋轉手輪,松開上夾環并使其上升到一定高度取出試樣。
(6) 重復2~6步驟,同種試樣進行十次試驗,正反各取一半。
在目前主要的日常維修,主要注重兩個方面:
1、以可靠性為中心的維修方法, 以可靠性為中心的維修是現代維修理論的核心。系統工程的觀點認為,維修對象的研制、設計、制造、使用都是與維修有關的環節,各個環節都圍繞著可靠性這個中心進行工作,因此維修對象的可靠性在循環往復中得到不斷的改進和提高。此種維修方法也是對傳統的以預防為主的維修方法的繼承和發展,人們對維修的認識由原來的工作—磨損—故障—危及演變為采取積極有效的措施,控制機械設備可靠性下降的因素,以保持恢復機械設備的固有可靠性。
2、以定期維修為主要形式的預防性維修方法,長期以來人們認為機械設備取決于其可靠性,故認為預防工作做得越多、修理周期越短、機械設備越可靠,這就是我們沿用多年的以定期維修為主的預防性維修方法。即不論每個具體維修對象的技術狀況、使用環境如何,都按照統一規定的時間或行駛里程進行強制性維修(如現行規定的一、二、三級保養)與針對性的維修。定期維修的這種方法對于早期機械設備及零件的維修比較合適,曾對我國機械設備維修起過重要的作用。