東莞市欣宇超聲波機械有限公司為您提供大量關于北京振動摩擦機模具,半自動振動摩擦機模具,等方面的信息和資料。
適用于幾乎所有的熱可塑性塑料焊接,往復運動方向上具有允許的無約束運動焊縫的制件,中型或大型制件。
振動焊接的材料因素與超聲焊接類似:無定形材料比半結晶聚合物更適合采用振動焊接的類似。
環形振動焊接可連接焊區尺寸與焊區到旋轉軸的距離近似相等的制件。
線性振動焊接用在允許一個方向上線性振動的成套制件上。
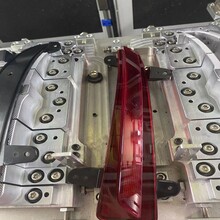
接頭當被連接的整個表面是平的或稍向平面外彎曲時,對制件來說振動焊接工藝是理想的。線性摩擦機模具圖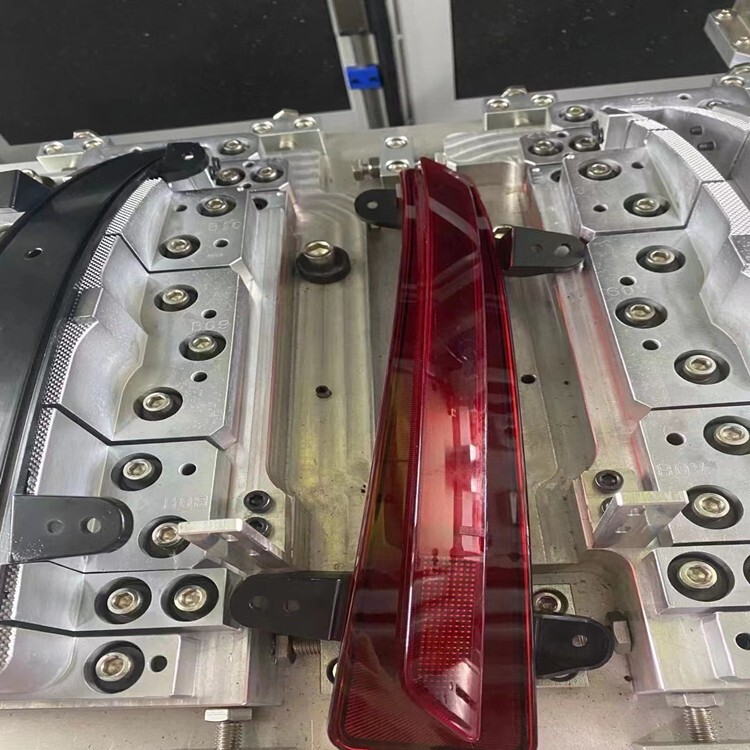 安裝治具時,注意事項
安裝治具時,注意事項
上治具
擰緊全固定螺絲
使用扭力扳手.
規定轉力(Torque) : 100Nm.
上治具螺絲擰緊完,螺紋連接部長度要大概20 ~ 24mm,盡量使用合適的螺絲。
下治具
擰緊全固定螺絲
使用扭力扳手
振動板螺絲孔的固定螺絲連接部完成時,用螺旋鉗的話,可能會斷上治具固定螺絲。
上治具固定時,請注意拉力(Torque)
固定螺絲破損現象
不會調整頻率
焊接時,頻率不正常
焊接品質不好
發生噪音
治具替換后,作自動諧振
使用治具時,注意事項
治具重心安裝工作臺面的中心
不使用欣宇超聲波制作的治具時,請先聯絡欣宇超聲波確認設定條件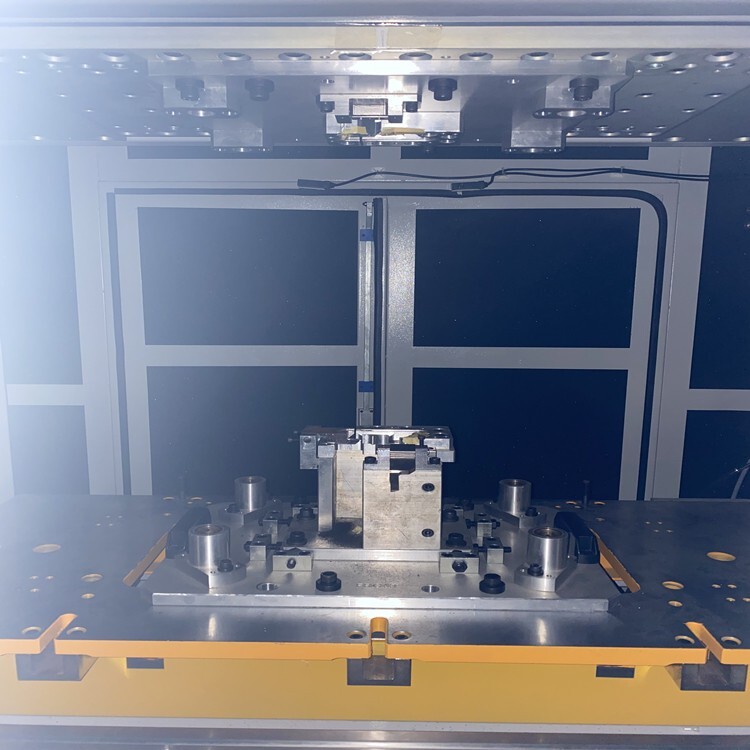 設定佳焊接條件
設定佳焊接條件
每一次只改變一種參數,這樣就能判斷此參數所產生的效果
檢查塑件在治具中是否到位,是否有磨損或裂開等情況。每次放產品都應對準,如產品的方向沒對好,焊接效果將不穩定
每次改變好是以恒定的比率改變,如 20%。如當前的焊接時間為 1.00 秒,如果焊接不完全,可將焊接時間提高到 1.20 秒。如果溢料過多,減少到 0.80 秒
塑件應采用相同的注塑模生產。每個樣件都應選擇佳的焊接條件以便于同一注塑模而成的其他塑件進行焊接
檢查塑件,設備無法糾正無問題的塑件
設定合格的焊接質量標準,合格的標準包括焊縫、強度、水平度、氣密、溢料等,根據此標準來檢驗產品的焊接質量,振動摩擦機治具設備廠家,源頭工廠,實力廠家,出廠價出售,質量售后有保障,終身維護,支持定制,歡迎各位新老客戶放心選購!