焊碳化鉻復合耐磨鋼板的工藝參數主要有焊接電流種類及焊接電流大小,鎢種類、直徑及端部形狀,保護氣體流量等。
1、電流種類的選擇一般根據工件材料選擇電流種類,焊接電流大小是決定熔深的主要參數,它主要根據工件材料厚度、接頭形式、焊接位置等因素選擇。
2、鎢種類、直徑和端部形狀的選擇鎢種類及直徑根據工件材料和焊接電流大小、電流種類來選擇。鎢端部形狀是一個重要的工藝參數,根據所用的焊接電流種類,選用不同的端部形狀。夾端角的大小會影響鎢的許多電流、引弧及穩弧性能。小電流焊接時選用小直徑鎢和小的錐角,可使電弧容易引燃和穩定;在大電流焊接時,錐角可避免過熱而熔化,減少損耗,并防止電弧往上擴展而影響陰斑點的穩定性。使用過程中鎢經常需要用砂輪或者的鎢磨削機進行修整。
3、氣體流量和噴嘴直徑在一定條件下,氣體流量和噴嘴直徑有一個范圍,此時,氣體保護效果,焊件上有效保護區域。如果氣體流量過低,氣體排除周圍空氣能力弱,保護效果差;流量過大,氣體排出時容易形成紊流,使空氣卷入,也會降低保護效果。同樣,在氣體流量一定時,噴嘴直徑過小,保護區域小,且因氣流速度過高而形成紊流,噴嘴直徑過大,不僅妨礙焊工觀察,而且流速過低,保護效果也不好。一般手工TIG焊噴嘴內徑范圍為5-20mm,流量范圍為5-25L/min。
4、焊接速度焊接速度的選擇主要根據工件厚度決定并和焊接電流配合以獲得所需的熔深和熔寬。在高速自動焊時,還要考慮焊接速度對氣體保護效果的影響。焊接速度過大,保護氣流嚴重偏后,可能使鎢端部、弧柱、熔池暴露在空氣中。因此采用相應措施如加大保護氣體流量或將焊前傾一定角度,以保持良好的保護作用。
5、噴嘴與焊件間距離距離越大,氣體保護效果越差,但距離太近會影響焊工視線,且容易使鎢與焊件間造成短路,產生夾鎢。一般噴嘴端部與焊件間距離在8-14mm之間。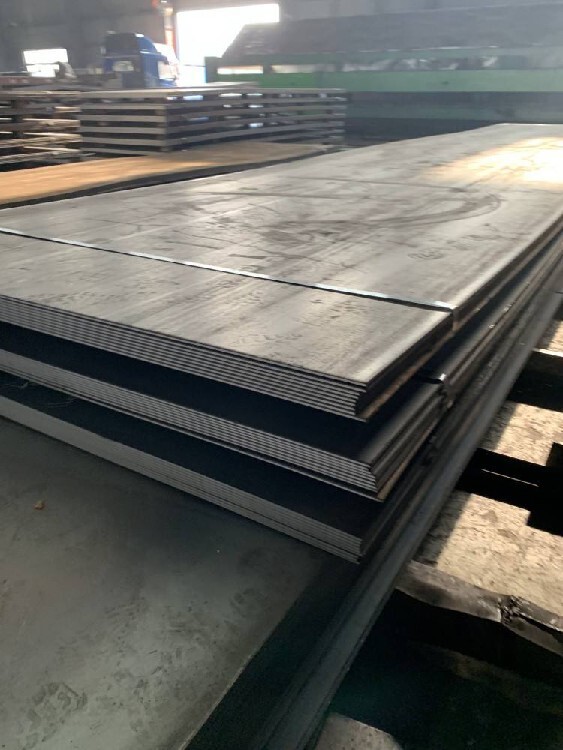
不氧化法又稱裝入法。這種煉鋼方法沒有氧化期,爐料熔化后立即還原。不氧化法用于冶煉某些高合金鋼,如高錳鋼、高鉻鋼,等。在不氧化法煉鋼過程中,和合金鋼返回料是隨其它爐料一起裝入,由于不進行氧化過程,用電比較省。不氧化法煉鋼缺點如下:
1、由于沒有氧化脫碳過程,不能靠的鋼液沸騰來清除鋼液中的氣體和非金屬夾雜。
2、由于沒有氧化期,不能有效地脫磷。
3、沒有氧化脫碳過程,不能降低鋼液中碳含量,不適宜冶煉低碳合金鋼。
不氧化法基本上是爐料重熔過程。為了耐磨鋼板的質量,應該掌握好工藝要點:
控制耐磨鋼板的配料化學成分不氧化法煉鋼過程中,各種元素含量變化很小,鋼板的化學成分基本上由爐料決定,所配料時應將各種成分都配好,在還原期只作小范圍調整。
碳:爐料平均碳含量應為規格下限或更低,在還原期鋼液會增碳。
磷、硫:爐料中磷含量應比規格規定低w(P)0.02%,硫量也不超出規格規定。
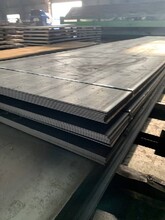
鋼板是用鋼水澆注,冷卻后壓制而成的平板狀。
鋼板是平板狀,矩形的,可直接軋制或由寬鋼帶剪切而成。
鋼板按厚度分,薄鋼板4毫米(**薄0.2毫米),厚鋼板4~60毫米,特厚鋼板60~115毫米。
鋼板按軋制分,分熱軋和冷軋。
力學性能
抗拉強度b(MPa):620(63)
屈服強度s(MPa):375(38)
伸長率5(%):15
斷面收縮率(%):40
沖擊功Akv(J):39
沖擊韌性值kv(J/cm2):49(5)
硬度:未熱處理241HB;退火鋼217HB
熱處理工藝:850℃正火、840℃淬火、600℃回火。