材料架,又稱放料架、上料架、開卷機、收卷機,是將卷料進行開卷送至后續機型進行沖壓的承料設備,款式多、,占地面積小、承載量大,適用范圍廣,可用作開卷,也可用作收卷收料,可根據客戶料卷重量要求進行定制,在沖壓生產線中是設備。
整平機,又稱校平機、開平機、矯正機,是去除材料內應力,整平材料表面的設備,通過兩組錯位排列的整平滾筒對壓從而達到整平的目的,有薄板、中板、精密等多種選擇,適應不同寬度、厚度材料的整平,整平后的材料平整度良好,材料表面無壓痕。
沖床加工需要設置好模具以便更好完成沖壓生產,如果模具損壞會影響到生產質量,而且模具要是頻繁更換磨損太快也會帶來成本上的損失。為了能夠更好節約成本,避免模具磨損太快的問題。我們在使用沖床時除了定期維護設備外,在使用期間也要做好檢查再使用。
數控沖床模具磨損過快的主要原因: ①模具間隙小,一般建議模具總間隙為材料板厚度的20%和25%。 ②)數控沖床模具中性不好,包括模座和模具導向組件以及轉塔鑲嵌精度不足。 ③凸模溫度過高,主要是同一模具連續長時間沖壓導致沖頭過熱。 ④模具刃磨方法不當,導致模具退火,磨損加劇。 ⑤局部單邊沖切,如步沖、沖角或剪切時,鋁合金門窗配件的側向力會使沖頭向一側傾斜,減小該側間隙,造成模具嚴重磨損。如果機床模具安裝精度不高,沖頭會嚴重偏離上模,對凸模和凹模造成損壞。
數控送料機材料跑偏不到位等故障解決方法
1、材料本身質量問題導致蛇行、跑偏現象的出現。應先需檢查材料本身的質量,看材料是否有不平整、彎曲、厚度不均勻、料邊毛邊過多的現象,若存在則更換合格卷料。 2、NC送料機送料輪壓力不足。對壓料彈簧進行調節,增加壓力并左右壓緊力度一致,同時要確保壓料彈簧是否有壓緊材料,以無法用手拉動材料為準。 3、NC送料機固定方向上誤差。上模脫料不良而造成拉料,檢查卷料寬度與模具導料板位置是否適當,或模具與送料機是否成一條直線,檢車擋料板及托料板是否有毛邊或異物。4、NC送料機對材料的調整不合適。整平機與NC送料機的速度搭配或整平機與NC之間的距離是否恰當,材料弧度與高度是否符合要求,沖床速度是否適當。5、送料機突發誤差。滾輪與伺服馬達之間的傳動間隙過大,將皮帶進行調緊,檢查卷料的長、寬、厚是否標準。 送料機放松不順。檢查模具內定位導銷是否作用不良,放松時間不正確,偏心軸、放松軸失油卡死,按實際情況進行處理。
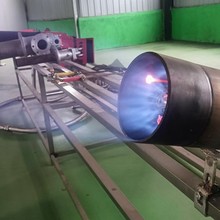
NC偏擺送料機大大的減少了浪費沖壓圓片所產生角料,減少生產工序,省時節力,降低生產成本,的提高了生產效率,這也是偏擺送料機受沖壓市場青睞的原因。除此之外其結構設計,性能,操作方便快捷,深受客戶喜愛。