





關鍵詞 |
全新斯米克斯米克焊絲,斯米克焊絲用途,上海斯米克焊絲,好用的斯米克焊絲 |
面向地區 |
全國 |
耐磨藥芯焊絲是將藥粉包在薄鋼帶內卷成不同截面形狀經軋拔加工制成的焊絲,用于氣體保護焊、埋弧焊和自保護焊。耐磨藥芯焊絲粉劑的作用與焊條藥皮相似,區別在于焊條的藥皮涂敷在焊:琶:的外層,而耐磨藥芯焊絲的粉劑被鋼帶包裹在芯部。焊絲牌號個字母“Y”表示藥芯焊絲,第二個字母及、二、三位數字與焊條編制方法相同;牌號“一”后面的數字表示焊接時的保護方法(見表2.22)。耐磨藥芯焊絲有特殊性能和用途時,在牌號后面加注起主要作用的元素或主要用途的字母。
隨著耐磨藥芯焊絲生產技術的提高,一些合金元素可以加入在藥芯中,加工制造方便。目前采用耐磨藥芯焊絲進行埋弧堆焊獲得耐磨表面的方法已得到廣泛應用。在燒結焊劑中加入一定量的合金元素,堆焊后也能得到相應成分的堆焊層,焊劑與實心或藥芯焊絲相配合,可以滿足不同的堆焊要求。
堆焊耐磨藥芯焊絲通常分為氣體保護焊、自保護焊和埋弧焊三種焊絲。
①COz堆焊耐磨藥芯焊絲一般采用C()2氣體保護焊,有時考慮到稀釋及減少煙塵,也使用含20%Ar的混合氣體。耐磨藥芯焊絲直徑1.2~3.2mm。活性氣體保護焊(MAG)堆焊耐磨藥芯焊絲的渣系一般采用鈦型渣系,相對于傳統的全位置鈦型藥芯焊絲,熔渣的黏度較小。耐磨藥芯焊絲堆焊的堆焊效率為手工電弧焊的3~4倍;焊接工藝性能優良,電弧穩定、飛濺小、脫渣容易、堆焊焊道成形美觀。這種方法只能通過耐磨藥芯焊絲過渡合金元素,多用于合金成分不太高的堆焊層。
②自保護堆焊耐磨藥芯焊絲由于不需要外加氣體保護,增加了堆焊的靈活性。自保護堆焊藥芯焊絲具有高熔敷效率、低稀釋率、操作方便等優點,在歐美許多國家常采用高合金的自保護堆焊焊絲。如用于軋輥和閥門堆焊的Crl3系列自保護耐磨藥芯焊絲、用于堆焊磨煤輥、水泥磨輥的5Cr25高鉻鑄鐵堆焊焊絲等。與氣體保護耐磨藥芯焊絲相比,自保護耐磨藥芯焊絲的工藝性能和力學性能稍差,價格也較高一些。
③埋弧堆焊耐磨藥芯焊絲主要用于鋼鐵制造的軋輥和輪子等大型部件的堆焊。采用大直徑(≠3.2mm、聲4.0mm)的耐磨藥芯焊絲,焊接電流大,堆焊生產率明顯提高。硬面埋弧堆焊所用的焊絲成分大多是加工硬化傾向嚴重的材料,在這種情況下實心焊絲的生產和供應受到限制。由于耐磨藥芯焊絲的成分調整很方便,自動埋弧堆焊成為藥芯焊絲應用的又一個擴展領域。
耐磨藥芯焊絲歷史進程及其特點:
1958年,美國和前蘇聯同時研制成一種不需外加氣體保護的,即目前的自保護耐磨藥心焊絲。在隨后的50余年時間,自保護耐磨藥芯焊絲以其特有性得到了很大的發展。在美國,自保護耐磨藥芯焊絲占耐磨藥芯焊絲總量的30%。
目前,自保護耐磨藥芯焊絲廣泛用于管線建設、海洋工程、戶外大型鋼結構制造、高層鋼結構建筑、表面堆焊等。
自保護耐磨藥芯焊絲通過焊絲藥芯中的造渣劑、造氣劑在電弧高溫作用下產生的氣、渣對熔滴和熔池進行保護。自保護耐磨藥芯焊絲電弧焊方法具有以下優點:
1、不需外加保護氣源,焊槍結構簡單、重量輕,便于操作;
2、電弧穿透力要大,熔滴要呈噴射狀過渡,飛濺小;
3、具有優良的全位置立向下焊操作工藝性能,操作工藝性能好;
4、脫渣性能良好;
5、熔敷金屬能在低溫和大風等各種惡劣條件下同樣獲得較高的低溫韌性。
堆焊修復性質的耐磨藥芯焊絲
耐磨藥芯焊絲的特點;具有良好的抗磨料磨損,耐沖擊磨損,耐粘著磨損(金屬間磨損),耐高溫磨損,耐腐蝕磨損以及抗兩種類型以上復合磨損的性能。
耐磨焊絲:用于堆焊耐磨損,抗氧化或耐氣蝕的部件。硬度:≧48-55度。
耐磨藥芯焊絲:用于要求抗強烈磨損場合。硬度:≧60-65度。
耐磨藥芯堆焊焊絲:堆焊高溫高壓閥門,熱剪切刀刃,熱鑄模等。硬度:≧40-45度。
堆焊耐磨焊絲:用于堆焊高溫高壓閥門,內內燃機閥,熱軋輥孔型。硬度:≧40-45度。
合金耐磨焊絲:用于牙輪鉆頭軸承等。硬度:≧55-60度。
碳化鎢耐磨焊絲:用于堆焊螺旋送料器,高溫熱軋輥,油田鉆頭等。硬度:≧60-65度。
鎳基耐磨藥芯焊絲:用于耐氣蝕,耐腐蝕性要求較高的內燃機氣門,排氣閥的堆焊。硬度:≧35-40度。
高耐磨合金焊絲:用于堆焊牙輪鉆頭軸承,粉碎機葉片等。硬度:≧55-60度。
高合金焊絲:具有加工硬化性好,堆焊閥門,鑄模和擠壓模等。硬度:≧30-35度。
模具耐磨焊絲:用于堆焊銅基合金和鋁基合金的熱壓模,熱擠壓模等。硬度:≧40-45度。
耐沖擊耐磨焊絲:用于泵的套筒和旋轉密封環,磨損面板軸承套筒的堆焊。硬度:≧50-55度。
主要用于新輥的制造及舊輥的修復。
焊條類直徑(mm)1.21.6?包裝形式:盒裝
單件重量:15公斤?堆焊層硬度(HRC)
焊接電流(A)?80~120?120~160?160~200CO2氣保護藥芯焊絲直徑(mm)1.6包裝形式:真空層繞盤裝單件重量:15公斤ZD2:35ZD3:55ZD310:60焊接電流(A)220~350焊接電壓(V)25~35氣體流量(L/min)15~20埋弧焊藥芯焊絲直徑(mm)4.0包裝形式:真空層繞盤裝單件重量:30~40公斤
焊接電流(A)400~550焊接電壓(V)26~32焊接速度(mm/min)~400
注意事項
施焊前,焊條須經250~350℃烘焙1~2h,隨烘隨用;
焊前對焊件清除鐵銹、油污、水份等雜質;
對大、厚件、露天作業等,工件需250℃~300℃預熱,焊后緩冷;
埋弧焊藥芯焊絲ZD1、ZD2采用HJ431焊劑,焊前焊劑HJ431應烘干250℃1h;ZD3采用107焊劑,焊前焊劑107應烘干300℃1h。
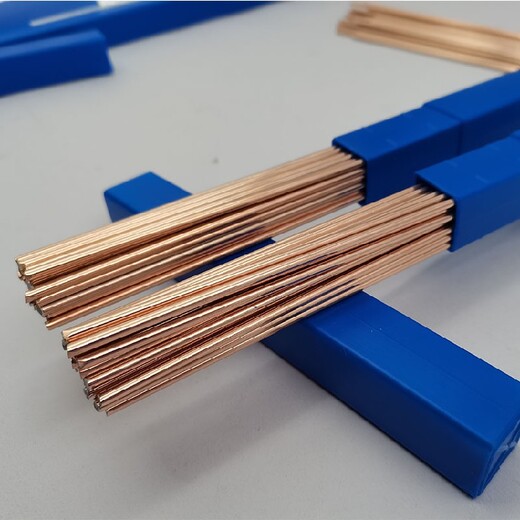
1、藥芯焊絲的制造
藥芯焊絲的制造過程控制非常嚴謹,由于熔填金屬來自鋼片皮材及焊劑所含的成份,制造前尺寸與化學成份均需詳細核對以確保品質。
由于焊材內部空間受到限制,焊劑顆粒的大小愈顯得重要,顆粒間形成類似鳥巢般結合在一起,焊劑成份元素不均勻。
絕大部分的藥芯焊絲均由一扁平金屬薄片長條逐段經過滾卷成U型斷面,粒狀焊劑填充于U型金屬槽中然后再經后的密封滾卷步驟,將焊劑緊緊的滾壓在管形焊絲內
卷成管形的焊絲再經過一連串抽拉動作成為后需要的絲徑,此抽拉的動作也可以使填充的焊劑均勻的固定在焊絲皮材內。
制造/生產過程中如何不使焊絲內因管制不良而造成部分線材形成中空(沒有焊劑)是藥芯焊絲生產品質的關鍵。另外線材表面亦需光滑且清潔否則將影響送絲的順暢及焊接電流的傳迅。焊絲包裝成卷或成桶以避免線材相互糾纏或折損,通常成卷絲材均以塑膠套包封后并放置干燥劑使避免材料受潮,包封后的材料再放入硬紙盒內送出。
在皮材較厚時斷面多為對接(BUTT)方式且焊劑量較少,絕大多數的碳鋼及低合金鋼,絲徑在2.8mm及以下均為此種形狀斷面,類如不銹鋼等高合金且絲徑較大時,絲材內需較大的空間包容焊劑與合金元素斷面形狀則多成疊接或心形接頭。
2、藥芯焊絲的特征:
前已述及藥芯焊絲突顯了許多焊接方法的有利特性,例如焊劑部分扮演了與被覆焊條能改善熔填金屬化學成分與機械性之功能。生產效率上又有氣體保護金屬電弧焊及埋弧焊的特點。
焊接原理
利用一切可利用的熱源加熱母材至400℃(溫度可高不可低),靠母材熱傳導熔融焊絲成型
WE53的操作注意細節
1)母材的表面清理干凈。即清即焊。
2)母材的溫度得達到400℃,包括焊接的過程中母材的溫度也要保持400℃,并且溫度可高不可低。
3)忌諱用火焰刻意去燒WE53焊絲,母材溫度達到400℃以后,焊絲自然會靠母材熱傳導熔融。
WE53低溫鋁焊絲下焊絲的方法
一邊用熱源加熱焊接處,一遍用WE53焊絲劃焊接處,就像劃火柴一樣,劃焊絲的角度是60度-80度角度,劃一下收回來,收回來再劃,反復這個操作直到將WE53焊絲劃到母材上面薄薄一層為正確效果,就像將蠟燭劃到紅的鐵上面的那種效果(如果是像蚯蚓一樣爬到母材上的話說明劃的角度力度不正確或者錯誤地用火燒了焊絲)。當用WE53焊絲劃母材表面得時候,熱源盡量回避一下避免直接用熱源去燒焊絲,可以將熱源移動到焊接處附近而不能夠完全移除熱源,這樣的好處是避免熱散失。
WE53焊絲的溫度掌握
按照上面介紹的下焊絲的方法可以避免對溫度掌握不敏感的師傅燒壞薄鋁,因為你在邊加熱,邊劃WE53焊絲的過程實際上也是一個測試溫度的過程,因為母材的溫度不夠的話,WE53焊絲是不會熔融到母材上面的,不熔融到母材,表明母材溫度不夠,溫度不夠你就不用擔心燒壞母材,就放心大膽地繼續加熱。
WE53不銹鋼小刷的用處
1)焊前作表面處理,破除鋁的表面得氧化膜,通俗地說刷“起毛”。
2)當加熱劃焊絲到母材上面后,此時用不銹鋼的小刷刷拭熔融的WE53焊層,至母材毛細,然后方便后面的第二遍焊接,換句話說,只有經過2遍的焊接才是完整的焊接,第二遍焊接是在遍刷拭的基礎上進行,這樣才能夠表現出很好的浸潤性。

全國斯米克焊絲熱銷信息





